| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Литье тонкостенных изделий |
Следующая
публикация: Колебание усадки |
|
Типичные ошибки при инженерных расчетах
литья термопластов под давлением |
|
Барвинский И.А., ЗАО "СиСофт"
II Международная конференция «Идеи. Дизайн. Изделия», Москва, 16 июня 2016 г. Препринт.
|
|
Инженерные расчеты литья
термопластов под давлением с использованием специализированных программных
продуктов (систем
CAE)
получили широкое распространение в современной промышленности, поскольку эти
продукты предоставляют дополнительные возможности при выборе оптимальных
конструкторско-технологических решений для вновь проектируемых деталей и
литьевых форм, а также при анализе причин брака. Однако для внедрения и
корректного применения системы CAE квалификация пользователя должна
соответствовать определенным требованиям, включающим не только знание
особенностей работы с конкретным программным обеспечением, но и общую
технологическую подготовку специалиста.
Неадекватная сетка
В ведущих системах инженерных расчетов [2]
применяются сеточные методы математического моделирования литья термопластов
под давлением, причем сетка обычно оказывает очень большое влияние на
результаты как 2.5D-,
так и 3D-расчетов. В работе [3] отмечено, что
влияние неадекватной 3D-сетки на результаты расчета даже больше, чем в 2.5D-методах,
к которым относятся расчеты по "средней линии" (Midplane) и с использованием
поверхностной сетки (например, метод Dual Domain [3-4],
применяемый в программных продуктах
Autodesk
Moldflow
и др.). |
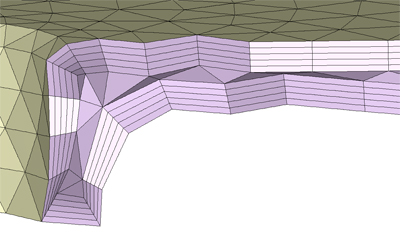 |
| Рис. Фрагмент BLM-сетки с 5 слоями призматических элементов вблизи стенки формы и тетраэдрическими элементами в центральной части (разрез в направлении толщины оформляющей полости). |
|
Некорректный учет влияния особенностей литьевого оборудования и
технологического
Современные литьевые машины обладают широкими возможностями регулирования и
контроля технологического процесса [7-8]. Для получения корректных
результатов расчета необходимо учитывать не только характеристики и
особенности литьевой машины, но и способы задания технологического режима в
системе управления. В общем случае расчеты могут выполняться для конкретной
литьевой машины или группы машин, при определении требований к литьевой
машине с целью достижения оптимального соотношения цена/качество получаемых
деталей, или для "типовой" литьевой машины. При этом говорить о "типовой"
литьевой машине можно с большой долей условности, а характеристики и
возможности такой машины - ответственность выполняющего расчеты специалиста.
Некорректное использование расчетного метода
Выполняя расчеты, необходимо учитывать особенности и ограничения, касающиеся
моделирования физических явлений, происходящих в процессе литья под
давлением (модель процесса), уравнения, используемые для описания
зависимости характеристик материала от условий процесса (модели материала),
условия теплового и механического взаимодействия отливки с литьевой формой и
литьевой формы с термопластавтоматом (модель литьевой формы) и особенности
задания технологического процесса при расчете и пр. (модель литьевой машины)
[14], применяемых для математического моделирования процесса в конкретном
программном продукте, а также упрощения и другие условия, определяющие
расчетный метод.
Необходимость комплексного учета влияющих факторов
Выполняя расчеты, необходимо учитывать весь комплекс факторов, влияющих на
качество детали, производительность и определяющих себестоимость продукции,
а не только те факторы, которые учитываются при моделировании процесса в
конкретной системе CAE или ее модулях.
Ошибки при анализе причин брака
Математическое моделирование является эффективным методом выявления причин
брака и поиска способа его устранения при литье под давлением [12], однако
методика расчетов в этом случае имеет свои особенности.
Значение квалификации пользователя
Требования комплексного рассмотрения факторов, влияющих на качество литьевых
деталей, накладывает определенные требования к технологической подготовке и
профессиональной эрудиции специалиста, выполняющего расчеты. Пользователь
CAE
должен, в частности, обладать знаниями в различных областях полимерного
материаловедения (включая особенности поведения различных типов
термопластичных материалов в условиях литья под давлением, влияние добавок и
наполнителей и др.), наладки процесса литья, конструирования деталей и
литьевых форм, контроля качества (в том числе входного контроля сырья,
контроля технологического процесса, а также контроля готовой продукции). |
|
Литература |
|
1. What’s New in R14.0. CoreTech System Co. Ltd., 2016. 75 p. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||