| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Литье тонкостенных изделий |
Следующая
публикация: Технологические параметры |
|
3D-расчеты литьевых форм для литья термопластов под давлением |
|
Барвинский И.А., ЗАО "СиСофт"
Семинар «Современные технологии производства и эксплуатации пресс-форм». Международная выставка РОСМОЛД. Москва. 24 июня 2015 г. Препринт.
Разработка программного обеспечения для расчетов трехмерного течения
полимерного расплава в конце 1990-х - начале 2000-х [1-4] стала логичным
этапом развития математического моделирования литья термопластичных
материалов под давлением. Добавление третьей координаты в систему
уравнений баланса, с одной стороны, приблизило течение расплава в
каналах литниковой системы и оформляющей полости к реальному процессу
[5], с другой - создало серьезные проблемы для разработчиков и
пользователей программных продуктов из-за большой длительности расчетов
[6]. |
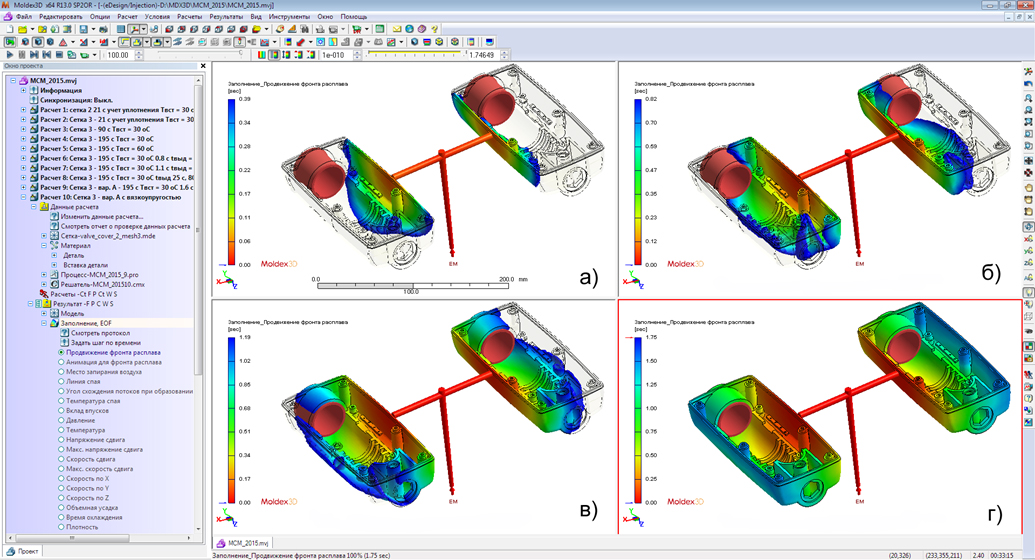 |
| Рис. 1. Главное окно русифицированного пользовательского интерфейса Moldex3D R13.0 (модуль Project, метод eDesign) с результатами 3D-расчета стадии заполнения для изделия с металлической арматурой (модули Flow и MCM): последовательные этапы продвижение фронта расплава для 0.39 с (а), 0.82 с (б), 1.19 с (в) и 1.75 с (г) |
|
Проблемы 2.5-подхода
Основной "движущей силой" распространения 3D-метода стали неустранимые
недостатки 2.5D-подхода [9-11], связанные с проблемами подготовки корректной
сетки, искажением течения расплава и невозможностью учета ряда явлений,
влияющих на качество получаемых изделий. |
 |
|
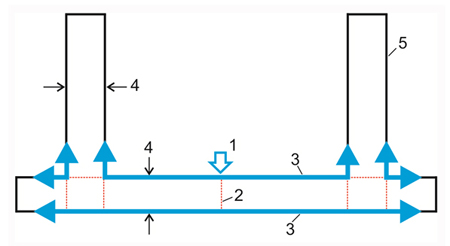
Рис. 2. Схема метода DD: 1 - впуск; 2 - соединительные элементы; 3 - синхронизированные потоки расплава на поверхностной сетке; 4 - толщина области; 5 - поверхностная сетка [4] |
|
Визуальная похожесть "картинки" растекания расплава, получаемой для
поверхностной модели изделия способствовали распространению этого метода.
Однако, поскольку течение расплава происходит по самой поверхности,
"картинка" в
DD
не всегда адекватно отражает течение внутри оформляющей полости.
Существенные искажения происходят при моделировании локального растекания
расплава в областях соединений ребер и бобышек с основной стенкой [14] и с
другими ребрами, а также в толстостенных областях.
Подготовка 3D-модели изделия и литьевой формы |
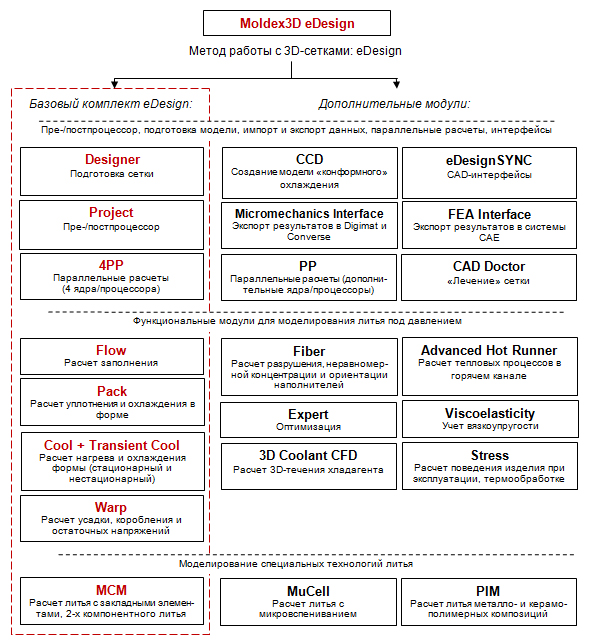 |
| Рис. 3. Структура 3D-решения Moldex3D eDesign (версия 13.0) |
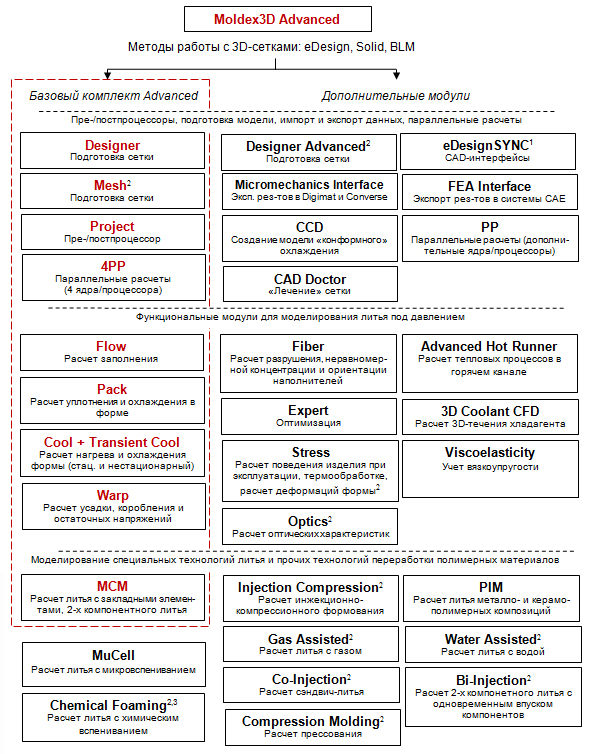 |
| Рис. 4. Структура 3D-решения Moldex3D Advanced (версия 13.0): 1 – применяется для метода eDesign; 2 – применяется для методов Solid и BLM; 3 - экспериментальный модуль |
|
В
Moldex3D
eDesign
упрощена подготовка модели отливки и литьевой формы (для этого используется
модуль Designer). Модели литьевого изделия, прибыли, арматуры, вставок
формы, металлических деталей горячего канала импортируются из
CAD-систем.
Создание модели холодноканальной или горячеканальной литниковой системы,
системы нагрева и охлаждения, а также блока формы может производится в
автоматическом или "ручном" режимах. Предусмотрена возможность импорта
перечисленных элементов конструкции.
Эффективным способом
снижения длительности 3D-расчета
является оптимизация сеток, включающая несколько направлений. К
«стандартным» решениям относится применение комбинированных сеток (hybrid
mesh), сочетающих разные типы 3D-элементов
(тетраэдров, октаэдров, призм и др.). В методе конечных объемов [19],
используемом в продуктах Moldex3D, работа с комбинированными сетками
упрощается по сравнению с методом конечных элементов [4]. |
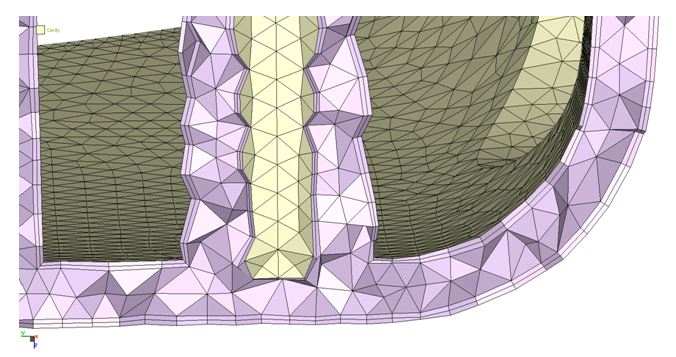 |
| Рис. 5. BLM-сетка с двумя слоями призматических элементов в пристенной области, созданная с помощью модуля Designer Advanced [18] |
|
|
|
3D-моделирование стадий заполнения,
уплотнения и охлаждения отливки в форме
3D-расчет
стадии заполнения формы в модуле Flow может выполняться без учета или с
учетом вытеснения воздуха из холодноканальной литниковой системы и
оформляющей полости полимерным расплавом (в последнем случае задаются места
расположения и размеры воздухоотводов). |
|
|
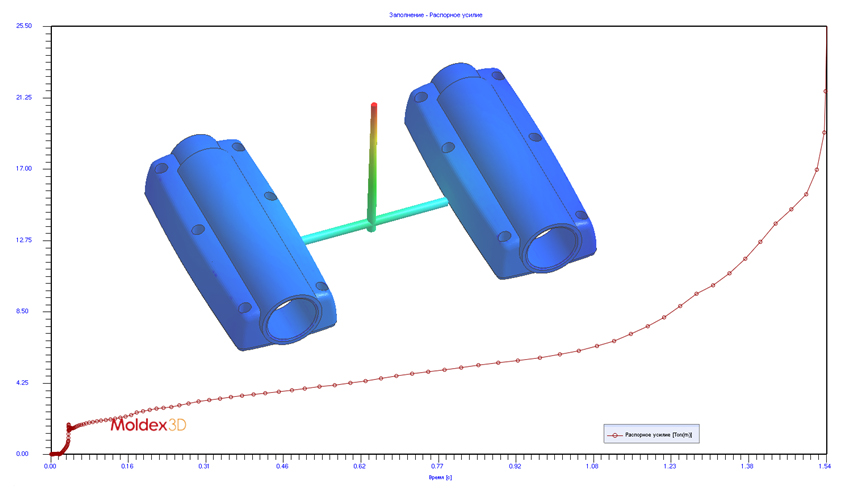
| Рис. 6. Зависимость распорного усилия от времени на стадии заполнения для изделия с металлической арматурой (модули Flow и MCM) |
| Модуль Pack используется для моделирования стадий уплотнения (для заданного профиля давления выдержки [22]) и охлаждения отливки в форме (задается время выдержки на охлаждение). На рис. 7 показан один из результатов расчета для изделия с металлической арматурой - максимальная объемная усадка в момент окончания уплотнения (использовались модуль Pack и MCM). |
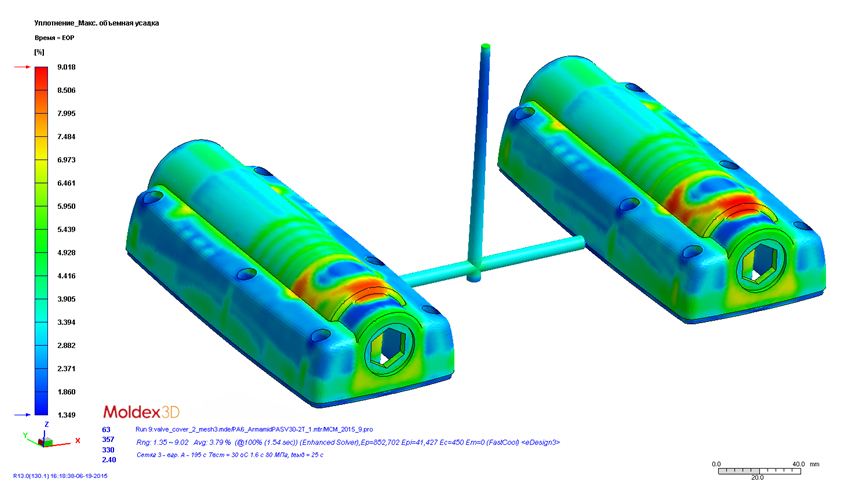 |
| Рис. 7. Максимальная объемная усадка в момент окончания уплотнения для изделия с металлической арматурой (модули Pack и MCM) |
|
3D-моделирование нагрева и охлаждения
формы
3D-моделирование нагрева и охлаждения литьевой формы в модулях Cool и
Transient Cool может выполняться с учетом конструкции системы нагрева и
охлаждения формы, соответственно для стационарных или нестационарных
условий. В первом случае (модуль Cool) тепловой расчет для формы и отливки
осуществляется при среднем (в цикле литья) распределении температуры формы и
отливки, во втором (модуль
Transient
Cool)
- при учете изменения распределения температуры формы и отливки внутри
литьевого цикла. В модуле
Transient
Cool
можно выполнить также моделирование предварительного нагрева литьевой формы.
3D-моделирование разрушения, ориентации
и неравномерной концентрации волокна
В модуле Fiber можно смоделировать процессы, вызывающие неоднородность
структуры отливки, механических свойств и усадочного поведения при литье под
давлением: разрушение короткого и длинного волокна в материальной цилиндре
на стадии пластикации; разрушение короткого и длинного волокна литниковой
системе и оформляющей полости на стадии впрыска; неравномерность
концентрации волокна в отливке под действием условий заполнения; процессы
ориентации короткого и длинного волокна в оформляющей полости;
неравномерность ориентации дисперсного наполнителя с частицами в форме
пластинок; неравномерность концентрации дисперсного наполнителя. |
 |
| а) |
 |
|
б) |
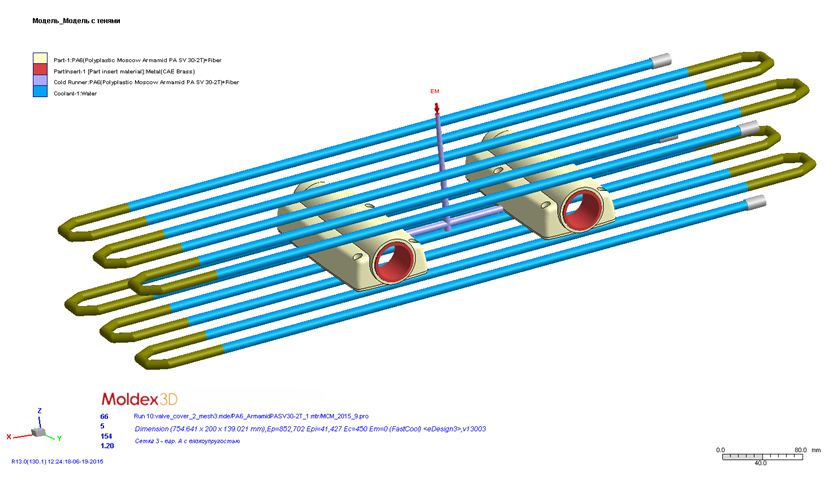
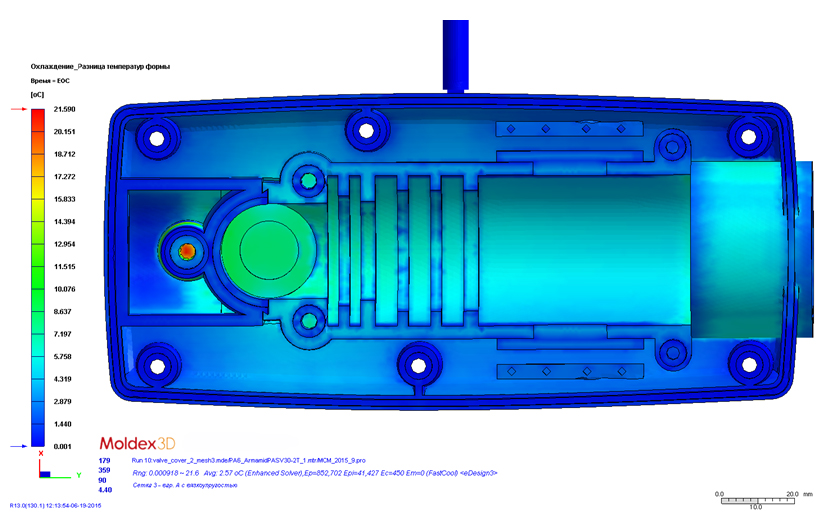
| Рис. 8. Модель системы охлаждения литьевой формы, включающая каналы охлаждения с соединительными шлангами (а) и результат нестационарного расчета разницы температур между пуансоном и матрицей (б) для изделия с металлической арматурой (модули Cool и MCM) |
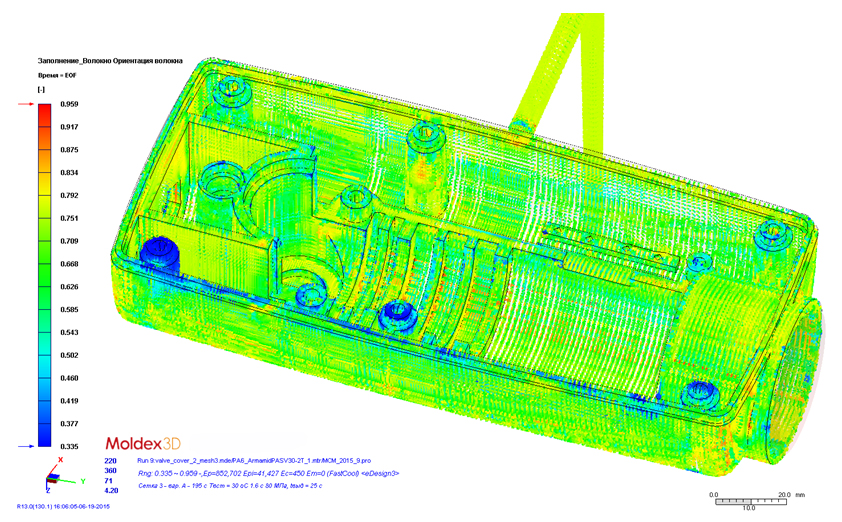 |
| Рис. 9. Ориентация стекловолокна при литье изделия с металлической арматурой (модули Fiber и MCM) |
|
|
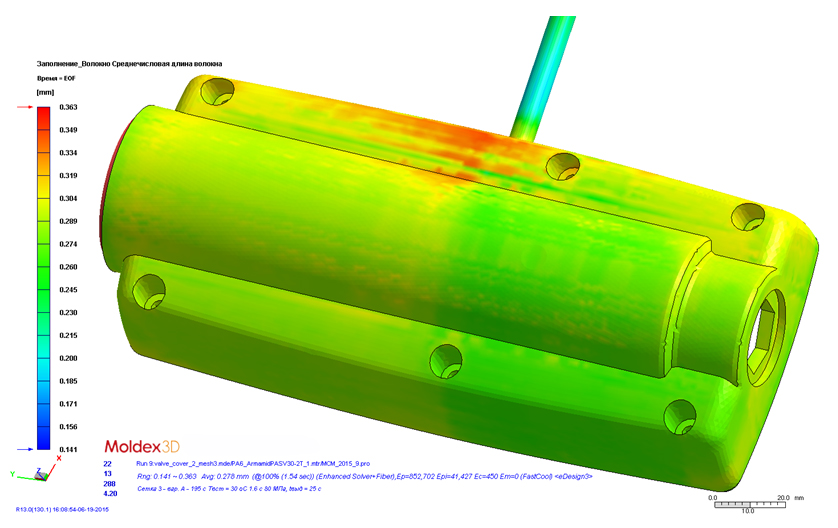 |
| Рис. 10. Среднечисловая длина стекловолокна после разрушения в литниковой системе и оформляющей полости при литье изделия с металлической арматурой (модули Fiber и MCM) |
 |
| а) |
|
|
| б) |
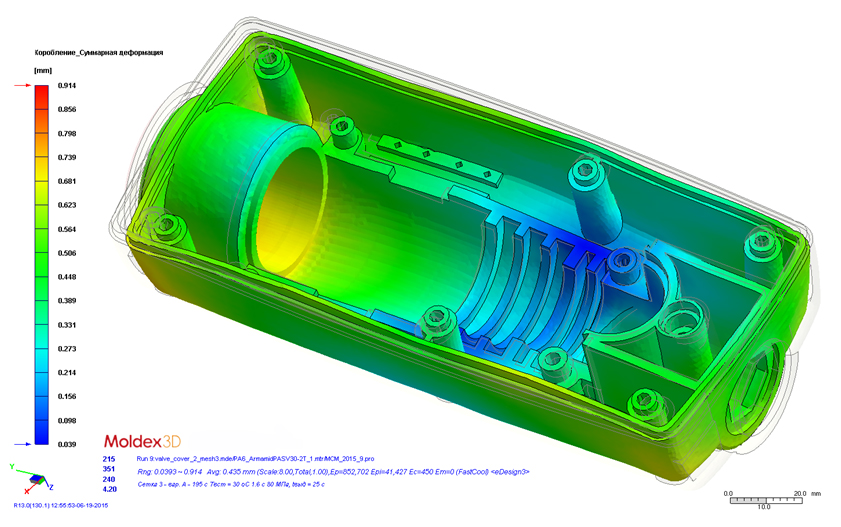
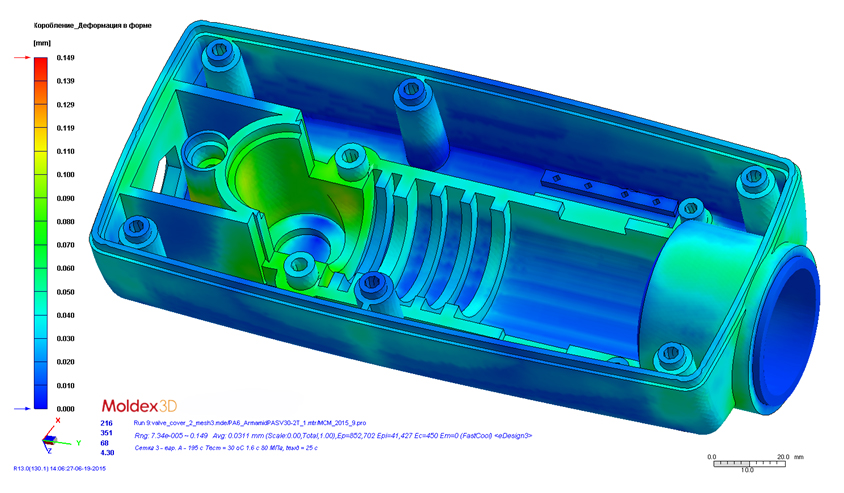
| Рис. 11. Деформации (при 10-кратном увеличении) изделия с металлической арматурой в форме (а) и после извлечения из формы (б) (модули Warp и MCM) |
|
3D-моделирование усадки, коробления и
остаточных напряжений
В
модуле Warp выполняется расчет напряженного-деформированного состояния
отливки в форме (с учетом деформаций в форме) и после извлечения из формы.
При этом учитываются термические и ориентационные напряжения (последние
обусловлены процессами молекулярной ориентации полимера и ориентацией
волокнистого наполнителя). Может применяться упругая или вязкоупругая модель
материала. Учет вязкоупругости (требуется модуль Viscoelasticity) проводится с
использование различных нелинейных моделей (Уайта-Метцнера, Олдройда-В,
Фан-Тьен Таннера, Гиезекуса и K-BKZ) [23]. |
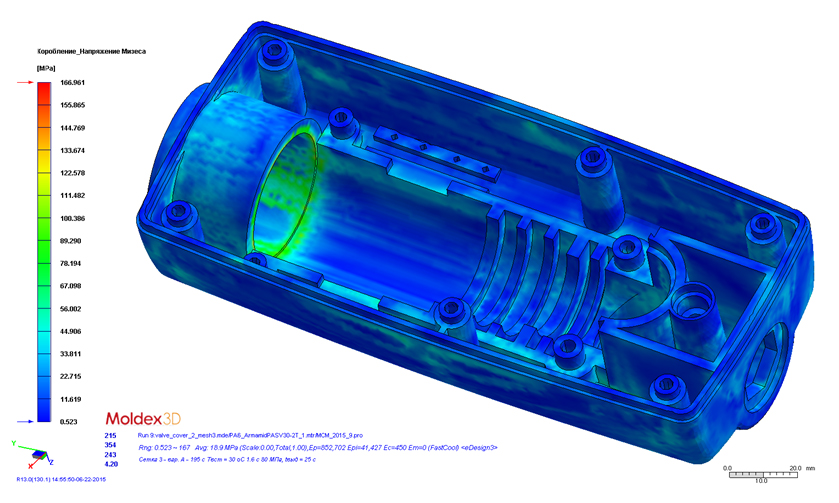 |
| Рис. 12. Остаточные термические напряжения – эквивалентные напряжения по Мизесу после извлечения отливки изделия с металлической арматурой из литьевой формы (модули Warp и MCM) |
| Автор благодарит компанию CoreTech System Co. Ltd. за предоставленную информацию. |
|
Литература |
|
1.
Rajupalem V., Talwar K., Friedl C. Three-dimensional simulation of
the injection molding process // SPE ANTEC Tech. Papers. 1997. V. 43. P.
670-673. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||