| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Повышение качества спаев |
Следующая
публикация: Расчет необогреваемых литниковых систем |
|
Компьютерный
анализ литья: Подходы и модели |
|
Игорь Барвинский, Инна
Барвинская Пластикс. 2009. № 3. С. 50-54; № 4. С.
63-66.
Моделирование
течения расплава
Моделирование процесса литья
помогает выявить и устранить еще на
стадии проектирования проблемы,
связанные с особенностями конструкции
детали и пресс-формы, технологического и
эксплуатационного поведения
полимерного материала и возможностями
литьевого оборудования. Для этого
имеется широкий выбор
специализированных программных
продуктов, использующих различные
подходы и алгоритмы. Многообразие
методов создает проблемы оптимального
выбора и применения программного
продукта. |
|
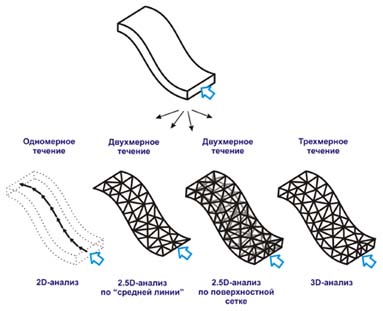
Рисунок 1. Типы моделей и методы анализа (на основе /4/) |
|
|
| |
|
2D-анализ |
|
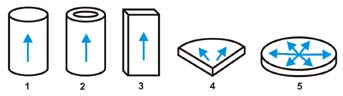
Рисунок 2. Виды одномерного
течения, применяемые в 2D-анализе впрыска |
|
|
| |
|
Несмотря на
значительное упрощение геометрии
литьевой полости, 2D-анализ
позволяет выполнять инженерные оценки
процесса литья термопластов на основе
расчета потерь давления при впрыске,
температуры расплава, напряжений сдвига,
времени охлаждения и т.д. Особенностью
этого подхода является быстрое решение
оптимизационных задач. К ним относится
оптимизация скорости впрыска и
балансировка потоков, причем может
выполняться не только балансировка
литниковой системы, но и балансировка
толщины отдельных областей полости. К
недостаткам 2D-анализа,
по крайней мере, в том варианте, в
котором он был реализован в программных
продуктах, относятся его «нечувствительность»
к некоторым явлениям, оказывающим
большое влияние на процесс литья
термопластов, например, к так
называемому эффекту задержки или «замедленного
течения» расплава. «Эффект задержки»
приводит к недоливу в тонких боковых
каналах. Моделирование уплотнения на
основе одномерного течения также
связано с проблемами, т.к. направления
течения расплава в полости могут
изменяться в конце заполнения и на
стадии уплотнения. 2.5D-анализ Метод
моделирования двухмерного течения
расплава на сетке, построенной из
треугольных или четырехугольных
элементов по «средней линии» («средней
поверхности») был разработан к середине
1980-х годов /8, 6, 2/. В наиболее
распространенном варианте данного
подхода используется комбинированный
численный расчет на основе метода
конечных элементов для движения фронта
расплава и давления в сочетании с
методом конечных разностей для
распределения температуры по сечению
литьевой полости. Предполагается, что в
каждой точке полости давление в
направлении толщины одинаково, т.е. нет
течения в направлении толщины, и расплав
движется параллельными слоями. Давление
на фронте потока считается равным нулю.
Обычно предполагается, что конвективный
перенос осуществляется только в
направлениях течения расплава, а
кондуктивный - только в направлении
толщины литьевой полости. Последнее
означает игнорирование так называемых
краевых эффектов, связанных с
охлаждением за счет теплопроводности
торцевых стенок изделия и стенок,
которые контактируют со знаками,
оформляющими отверстия. |
|
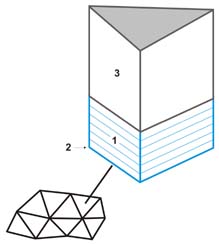
Рисунок 3. «Структура» элемента
сетки в 2.5D-анализе для половины толщины
полости |
|
|
| |
|
Подобный метод
моделирования процесса литья
первоначально называли 3D-анализом,
подчеркивая тем самым, что он
используется для анализа трехмерных
геометрических объектов. После
разработки методов моделирования
трехмерного течения, его стали называть
2.5D-анализом
или моделью Хеле-Шоу (Hele-Shaw) в честь английского ученого,
предложившего модель послойного
течения для описания течения воды еще в
конце 19-го века. |
| |
|
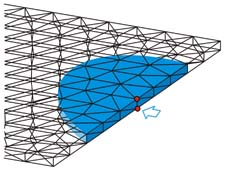
Рисунок 4. 2.5D-анализ с использованием
поверхностной сетки |
|
|
| |
| В
некоторых областях модели литьевой
полости, а также для многих моделей
толстостенных изделий алгоритм поиска «спаренных»
сеток не работает, и процедура
синхронизации не применяется.
Моделирование течения в этом случае
может быть выполнено без синхронизации,
что вносит искажения в картину течения
расплава и другие результаты анализа.
Проблема автоматического определения «спаренных»
сеток и толщины ограничивает
использование рассматриваемого метода.
К недостаткам этого подхода можно
отнести и увеличение более чем в 2 раза
количества элементов сетки по сравнению
с анализом по «средней линии», что имеет
существенное значение для больших
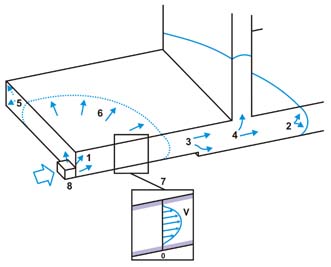
моделей. Большинство литьевых изделий можно отнести к так называемым оболочкам, т.к. они имеют небольшую по сравнению с габаритными размерами толщину. Поэтому модель послойного течения соответствует физической картине процесса течения на большей части изделия. Она в частности позволяет рассчитать молекулярную ориентацию полимера при сдвиговом течении, которая зависит не только от направления течения. Радиальное растекание является причиной ориентации макромолекул перпендикулярно направлению движения фронта расплава. Но даже в «оболочках» можно выделить области изделия, в которых очевидно присутствует трехмерное течение. К таким областям можно отнести (рис. 5) области впуска, перепадов толщин, разветвлений потока, заполнения углов, образования спаев и др. /10/. Трехмерным является течение расплава на фронте потока, называемое фонтанным течением. Ошибка расчета процесса, обусловленная игнорированием течения в третьем направлении, зависит от особенностей задачи. Ошибка моделирования растекания расплава в полости особенно велика для толстостенных изделий сложной конструкции. |
|
Рисунок 5. Схема течения расплава
в литьевой полости (на основе /10/) |
|
|
| |
|
3D-анализ
К концу 1990-х годов
были разработаны методы моделирования
трехмерного течения полимерного
расплава при литье термопластичных
материалов. Данный подход вначале
называли «истинным» 3D-анализом (true
3D) или «полным» 3D-анализом (full
3D), а позже просто 3D-анализом (3D)
/11, 4/. Для получения решения в этом
подходе применяются методы конечных
элементов, конечных объемов и другие
методы численного анализа на сетках,
построенных из объемных элементов:
тетраэдров, гексаэдров, пирамид и прочих. В современных
моделях течения термопластов при литье
под давлением, применяемых во всех
рассмотренных выше подходах,
учитываются неизотермические условия
процесса, связанные с отводом тепла
через формующие поверхности пресс-формы,
диссипация тепла в расплаве при вязком
течении, влияние застывшего пристенного
слоя полимера, а также сжимаемость
расплава. Предполагается отсутствие
скольжения расплава по стенке канала и
на границе застывшего слоя полимера. Как
правило, принимается во внимание
влияние свойств материала формующих
деталей пресс-формы на процесс
теплопереноса. В некоторых программных
продуктах учитывается влияние тепловых
эффектов сжатия-расширения расплава на
его температуру. |
|
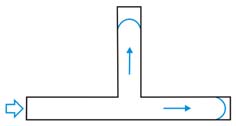
Рисунок 6.
Влияние разветвлений на профиль
температуры расплава в сечении литьевой
полости |
|
|
| |
|
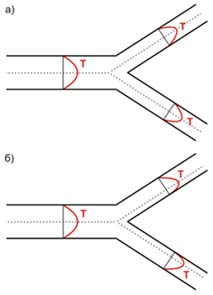
Рисунок 7. Влияние инерции на течение расплава /14/ |
|
|
| |
|
Большую роль в
процессе литья термопластов играет
вязкоупругость полимерного расплава /15/.
Хотя модели процесса, используемые в
распространенных программных продуктах,
позволяют учесть отдельные аспекты
влияния вязкоупругости, в целом эта тема
до последнего времени оставалась одной
из наиболее проблемных в компьютерном
анализе литья термопластов. К
настоящему моменту разработаны
программные продукты, учитывающие
влияние нелинейной вязкоупругости на
процесс течения полимерного расплава
при литье под давлением на основе так
называемых реологических уравнений
состояния, в частности уравнения Кайе-Бернстайна-Керсли-Запаса
(К-БКЗ). Модель материала
изделия К
важнейшим характеристикам
термопластичного материала,
определяющим его поведение в процессе
литья под давлением, относится
эффективная вязкость расплава при
сдвиговом течении. Одной из
особенностей литья термопластов
является очень широкий диапазон условий
по скорости сдвига, температуре и
давлению. Разработано большое
количество реологических моделей для
математического описания зависимости
эффективной сдвиговой вязкости
полимерных расплавов от условий
деформирования. Широкое
распространение в последнее время
получили модели Кросса, Карро-Яшида /15/. В
модифицированном варианте данные
модели позволяют учесть зависимость
эффективной вязкости от температуры и
давления. Эти модели дают хорошее
соответствие с экспериментальными
данными для различных термопластичных
материалов и условий, но и для данных
моделей наблюдаются отклонения, в
частности, в области очень низких
температур при сравнительно высоких
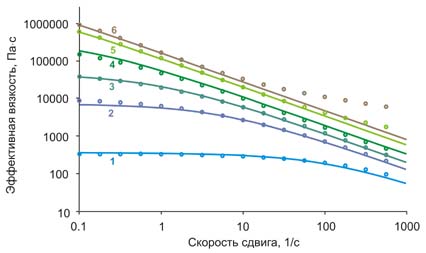
скоростях сдвига (рис. 8) /16/. Необходимо
иметь в виду, что в современных базах
данных информация о влиянии давления на
эффективную вязкость доступна для
небольшого числа марок полимерных
материалов. |
|
Рисунок 8.
Зависимость эффективной вязкости
полистирола от скорости сдвига:
экспериментальные данные и их
аппроксимация модифицированной моделью
Карро-Яшида (сплошные линии) /16/ |
|
|
| |
|
Один из современных
методов моделирования течения
в сходящихся каналах рассматривает
это течение как комбинацию сдвигового и
так называемого элонгационного течения
(течения растяжения). В этом случае при
моделировании процесса литья наряду со
сдвиговой вязкостью применяется
продольная вязкость, как характеристика
элонгационного течения /15/. |
|
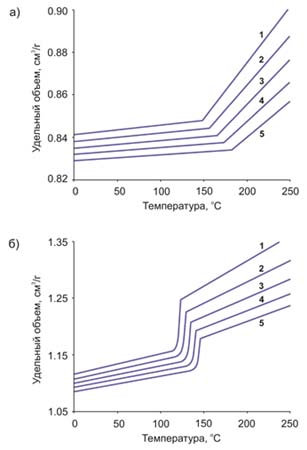
Рисунок 9. Равновесные PVT-зависимости для поликарбоната (а)
и изотактического полипропилена (б), |
|
|
| |
|
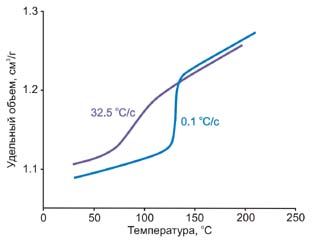
Рисунок 10.
Зависимость удельного объема
изотактического полипропилена от
температуры |
|
|
| |
|
Модель пресс-формы Модель
пресс-формы может участвовать в расчете
в виде геометрической модели (сетки),
либо в виде набора определенных
допущений о тепловом и механическом
взаимодействии отливки с пресс-формой. Модель литьевой
машины Под моделью
литьевой машины понимается способ
задания технологического режима литья,
возможность учета функциональных
характеристик литьевой машины, влияющих
на процесс литья, а также допущения о
тепловом и механическом взаимодействии
литьевой машины и пресс-формы. |
| |
|
Литература 1.
Osswald T.A., Hernandez-Ortiz J.P. Polymer processing: Modeling and
simulation. Hanser, 2006. 633 p. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||