| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Autodesk Simulation Moldflow Insight 2013 |
Следующая
публикация: Методы регулирования усадки |
|
Успехи
и проблемы моделирования литья
термопластов под давлением |
|
Успехи
и проблемы моделирования литья
термопластов под давлением Барвинский И.А. Доклад на
семинаре «Литье термопластов:
прогрессивные технологии и
моделирование процесса». МАТИ -
Российский государственный
технологический университет им. К.Э.
Циолковского. Москва. 16 февраля 2012 г.
Препринт. Литье под давлением
[1-5] является
одним из наиболее распространенных
процессов переработки термопластичных
материалов. К преимуществам
технологического процесса, в частности,
относятся: Механика
сплошной среды
Применение методологии
механики сплошной среды [8-12] для
описания процессов массо- и
теплопереноса при литье термопластов
под давлением, позволило получить
математические модели
технологического процесса. В гипотезе
сплошности [9], являющейся основой
данной методологии, в частности,
предполагается, что среда заполняет
пространство непрерывно (как говорят,
существует непрерывный континуум), т.е.
все функции, определенные в этом
пространстве, являются непрерывными и
дифференцируемыми. В механике сплошной
среды не учитывается молекулярная
природа среды, тем не менее, данный
подход оказался очень продуктивным для
моделирования различных процессов, в
том числе связанных с течением
полимерных расплавов. где в прямоугольных координатах
векторный дифференциальный оператор где где Cp – теплоемкость при
постоянном давлении; T
– температура;
В середине 1970-х
годов были разработаны первые
программные продукты для
моделирования заполнения формы при
литье под давлением изделий сложной
геометрии. В конце 1970-х Австралии под
руководством Колина Остина (C.
Austin) была создана система
компьютерного анализа Moldflow. В середине 1980-х в
Корнельском университете в США под
руководством Куо-Кинг Ванга (K.-K. Wang)
была разработана система
компьютерного анализа C-Mold.
Появились и другие системы
компьютерного анализа [12], однако конкуренция именно этих
двух систем (они занимали большую часть
рынка) определяла развитие
компьютерного анализа литья
термопластов под давлением в
последующие годы, пока в 2000 году эти
системы не объединились в одну систему Moldflow
(c 2008 г. – Autodesk
Moldflow).
Наряду с разработкой методов
математического моделирования стадий
процесса литья термопластов для
решения практических задач, связанных
с расчетом изделий и литьевых форм
необходимо создание программных
средств подготовки геометрической
модели изделия и литьевой формы,
задания условий, вывода результатов, а
также разработка различных
вспомогательных приложений. Все это
составляет систему компьютерного
анализа – систему CAE
(Computer-Aided Engineering). |
|
|
|
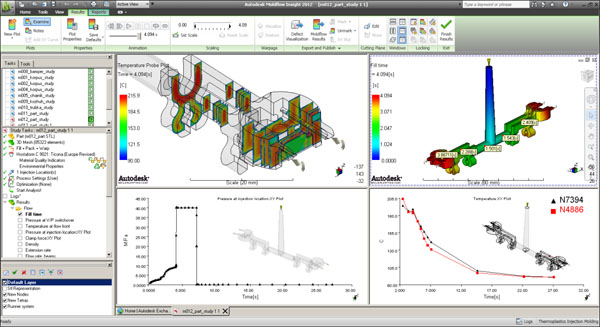
Рис. 1. Графический интерфейс пользователя системы компьютерного анализа Autodesk Moldflow Insight 2012 |
| Программные
средства для подготовки геометрической
модели обеспечивают создание
пользователем модели изделия,
литниковой системы, системы охлаждения
формы и т.д. или преобразование моделей,
построенных в различных системах
автоматизированного проектирования.
Построение сетки осуществляется с
помощью встроенного генератора сетки.
Имеется инструментарий для проверки и
редактирования сетки. Регулярно обновляемые базы данных по термопластичным материалам, материалам литьевых форм, хладагентам и литьевым машинам позволяют быстро получить информацию, необходимую для расчета. Базы данных имеют соответствующие интерфейсы, обеспечивающие просмотр, поиск, сравнение и редактирование данных. Встроенные функции выполняют задачи математической обработки экспериментальных данных при внесении информации в базу данных. Для функционирования системы компьютерного анализа необходимы также интерфейсы задания условий анализа, условий вывода результатов. В настоящее время при выводе графических результатов широко применяются анимация, развиваются технологии создания фотореалистичных изображений (например, для изделий с дефектами). Современная система помощи содержит руководства по подготовке и выполнению расчетов, обширные сведения о функционировании программного продукта, различные подсказки и рекомендации, в том числе контекстно-зависимые. Среди возможностей системы Autodesk Moldflow Insight 2012: - моделирование стадии заполнения формы расплавом с учетом особенностей технологического режима, задаваемого в системе управления литьевой машины (профиля скорости впрыска, способа переключения с режима управления скоростью впрыска на режим управления давлением); - моделирование стадий уплотнения (с заданным профилем давления выдержки) и охлаждения полимерного материала в форме; - моделирование охлаждения отливки с учетом конструкции охлаждающих каналов, материалов формы, технологического режима охлаждения и др.; - расчет ориентации жесткого волокнистого наполнителя (короткого и длинного); - расчет технологической усадки [23]; - расчет коробления; - прогнозирование поведения литьевого изделия в условиях эксплуатации при действии кратковременных и долговременных статических механических и тепловых нагрузок; - моделирование специальных технологий литья термопластов: компрессионного формования, двухкомпонентного и двухцветного литья, литья с газом и прочих. Выше были упомянуты проблемы 3D-моделирования,
обусловленные высокими требования к
компьютерным системам. Отметим
некоторые другие проблемные вопросы
современного компьютерного анализа
литья термопластов. Литература 1. Лапшин В.В.
Основы переработки термопластов литьем
под давлением. - М.: Химия, 1974. 270 с. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||