| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Прогнозирование усадки |
Следующая
публикация: Управление температурой в литниковых каналах |
|
Autodesk
Moldflow Insight 2012: Расширение возможностей анализа литья термопластов |
|
Игорь Барвинский, ЗАО «СиСофт» |
|
|
|
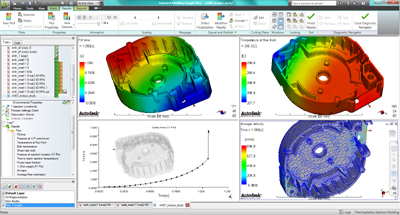
Пользовательский ленточный интерфейс Autodesk Moldflow Insight 2012. В графических окнах – результаты расчета заполнения: растекание расплава (вверху слева), температура фронта расплава (вверху справа), изменение распорного усилия (внизу слева), средняя линейная скорость течения расплава (внизу справа) |
|
|
|
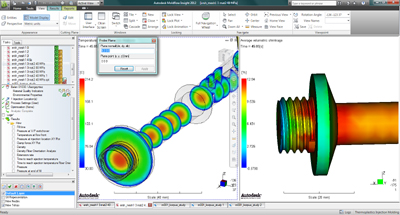
Результаты расчета уплотнения: температура отливки в момент раскрытия формы (слева) и объемная усадка (справа) |
|
Вытеснение
воздуха потоком расплава
Воздух, запираемый в формующей
полости потоком расплава при
неадекватной системе вентиляции, может
вызвать недолив, дефекты текстуры,
снижение прочности и ухудшение внешнего
вида спаев, образование пригаров и
другие проблемы качества литьевых
деталей. Поэтому моделирование
вытеснения воздуха из полости формы под
действием потока расплава
термопластичного материала,
реализованное в 3D-расчете, является одной из
наиболее интересных и полезных
возможностей новой версии. Оптимизация
технологического режима
Технологические параметры
процесса литья термопластов под
давлением оказывают большое влияние на
качество получаемых деталей и их
себестоимость. Оценка такого влияния и
нахождение оптимального
технологического режима является одной
из задач, решаемых при проверке
конструкции пластмассовой детали на
технологичность, выборе мест впуска,
расчете литниковых систем форм и в
других случаях. Анализ
охлаждения литьевой формы
Разработка конечно-элементного анализа
тепловых процессов, происходящих в
литьевой форме, в дополнение к конечно-разностному
подходу, предоставляет новые
возможности при анализе охлаждения
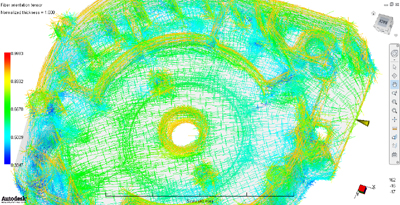
формы. Ориентация
волокнистого наполнителя
Эксплуатационные свойства и
точность литьевых деталей, получаемых
из полимерных материалов, наполненных
стекловолокном, углеродным волокном и
другими видами жестких волокнистых
наполнителей, в значительной степени
определяются ориентацией частиц
волокна в детали. Вместе с тем,
ориентация волокнистых наполнителей в
литьевой детали является крайне
неравномерной как по ее длине-ширине,
так и в направлении толщины. Часть
волокна ориентируется перпендикулярно
направлению растекания расплава из-за
влияния поперечных деформаций в
расплаве, которые возникают, например,
при радиальном растекании, изменении
ширины полости и в некоторых других
случаях. |
|
|
|
Ориентация волокнистого наполнителя |
|
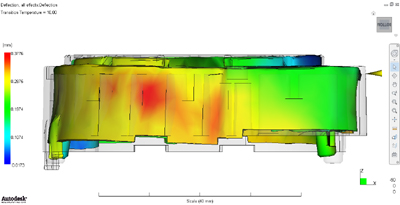
Анализ
усадки и коробления
В анализе коробления
рассчитывается напряженное состояние
отливки перед раскрытием формы и
моделируются деформации отливки после
ее извлечения из формы. Опасность
продольного изгиба, который может быть
причиной очень большого коробления
крупногабаритных или тонкостенных
деталей, а также деталей, отливаемых из
материалов с малой жесткостью, можно
оценить в анализе устойчивости. Анализ
причин коробления позволяет определить
вклад в общее коробление его
составляющих, связанных с неравномерным
распределением объемной усадки,
неравномерностью охлаждения и
молекулярной ориентации. Для полимерных
материалов, содержащих жесткий
волокнистый наполнитель, учитывается
неравномерность ориентации частиц
наполнителя в отлитой детали. Анализ
деформаций отливки (усадочных процессов
и коробления) может выполняться в Autodesk
Moldflow
Insight
с использованием метода остаточных
деформаций (Residual strain), остаточных напряжений (Uncorrected
residual
stress)
и комбинированного метода «скорректированных»
остаточных напряжений (Corrected
residual
stress). |
|
|
|
Деформации литьевой детали при усадке и короблении |
|
Подготовка
модели изделия и обмен данными
Среди факторов, влияющих на
моделирование процесса литья
термопластов с использованием сеточных
методов, большое значение имеет
качество сетки, представляющей собой
геометрическую модель отливки. Проверка
адекватности сетки в конкретных
условиях моделирования и устранение
выявленных «дефектов» сетки являются
важной задачей начального этапа анализа.
В новой версии увеличено число
инструментов, которые могут применяться
пользователем для проверки и «лечения»
сетки.
Многочисленные изменения в новой
версии направлены на улучшение
интерфейса пользователя, они упрощают и
ускоряют работу над проектом. В Autodesk
Moldflow Insight 2012 добавлен ряд новых функций
манипулирования моделью отливки,
позволяющих быстро получить требуемый
вид и масштаб модели в графическом окне.
Одно из новшеств – «суперштурвал»,
обеспечивающий доступ к широкому набору
инструментов навигации. |
|
Литература
1. Барвинский И., Барвинская И. Компьютерный
анализ литья: подходы и модели //
Пластикс, 2009, № 3, с. 50-54; № 4, с. 63-66. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||