| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Moldex3D (версия 15) |
Следующая
публикация: Moldex3D (версия 13) |
|
Локализация
Moldex3D: Русскоязычный
пользовательский интерфейс |
|
Барвинский И.А. (ЗАО «СиСофт») Опубликовано: 8.02.2015. |
|
После подписания в августе 2014
года дистрибьюторского соглашения между ЗАО "СиСофт" и тайваньской
компанией
CoreTech
System - разработчиком продуктов
Moldex3D, мы приступили к работе над полноценным русскоязычным интерфейсом
пользователя. Поскольку предыдущий перевод был, мягко говоря, любительским, стояла задача разработки системы терминов, отражающих специфику отрасли и особенности конкретного программного продукта. Первый вариант нового русскоязычного интерфейса (рис. 1) вышел для версии Moldex3D R13.0 SP1. |
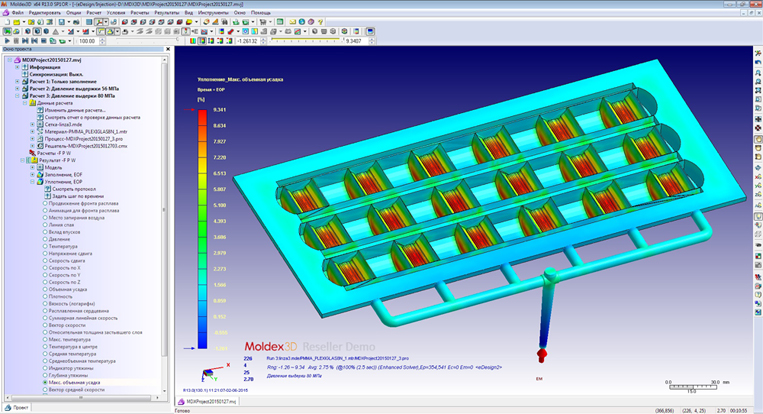 |
| Рис. 1. Главное окно пре-/постпроцессора Moldex3D |
|
Принципы перевода
Перевод пользовательского интерфейса, в отличие от
переводов технических или научных текстов, должен базироваться на
нескольких принципах (на эту тему есть интересная публикация М. Кузьмина
[1]):
В некоторых случаях необходимо было сохранить англоязычную
терминологию, это касалось названий программных модулей, аббревиатур
(типы материалов и пр.), а также терминов, использованных в системах
управления конкретных моделей литьевых машин (Moldex3D содержит
библиотеку интерфейсов систем управления для ведущих изготовителей
термопластавтоматов).
"Clamp tonnage" - "распорное усилие" (об усилии в оформляющей
полости, возникающем под действием давления расплава);
Расчет - расчеты - задание - задача
Необходимо было определиться с наиболее часто применяемыми в
пользовательском интерфейсе терминами "run", "analysis", "task" и "job
". Для них соответственно были выбраны термины "расчет", "расчеты",
"задача" и "задание".
Виды, условия и результаты расчетов
Желательно было использовать русскоязычные термины для основных
видов расчетов ("Flow" -"заполнение", "Pack" - "уплотнение" ,"Cool" - "охлаждение", и пр.) в тех местах, где по смыслу их можно было отличить
от аналогичных названий модулей
Moldex3D. К исключениям относится термин "Stress", который остался в оригинальном
варианте, т.к. русскоязычный аналог "напряжения" не вполне отражает
содержание этого вида расчета.
Compressible
flow - сжимаемый расплав;
Хотя мы взяли за правило избегать введения новых терминов, в
одном случае пришлось все же сделать исключение: для результата стадии
заполнения "Flow
front
time" был предложен термин "продвижение фронта расплава", как более понятный для
начинающих пользователей по сравнению с традиционным термином
"растекание расплава".
Average temperature distribution -
среднеобъемная
температура
(Average);
К
основным результатам расчета процесса заполнения при литье термопластов
под давлением также относятся:
Air
trap - место запирания воздуха;
Отметим
разницу терминов "спай" и "линия спая": в первом случае речь идет об
явлении, происходящем в некоторой части объема оформляющей полости
("угол схождения потока при образовании спая", "температура спая"), а во
втором - о следе на поверхности изделия ("линия спая").
Density distribution -
плотность;
Sink mark
displacement -
глубина
утяжины;
Sink mark
indicator - индикатор утяжины;
Total
weight - суммарная масса;
Cooling
time - время охлаждения;
Cooling
efficiency - эффективность охлаждения;
Cooling
channel flow rate - скорость течения в охлаждающем канале;
Cooling
channel
Reynolds
number
- число Рейнольдса в охлаждающем канале;
Cooling channel pressure -
давление
в
охлаждающем
канале;
Cooling
channel coolant temperature -
температура
хладагента;
Mold
temperature difference - разница температур формы.
Flatness
- отклонение от плоскостности;
Linear
shrinkage
between
nodes - линейная усадка между узлами;
Total
differential
temperature
effect
displacement
- суммарная деформация, вызванная неравномерностью охлаждения;
Total
differential
shrinkage
effect
displacement
- суммарная деформация, вызванная неравномерностью объемной усадки;
Total
displacement - суммарная деформация;
Total
fiber
orientation
effect
displacement - суммарная деформация,
вызванная ориентацией волокна; Total flow-induced residual stress effect displacement - суммарная деформация, связанная с влиянием напряжений, вызванных течением;
Total
random
fiber
orientation
effect
displacement
- суммарная деформация, вызванная случайной ориентацией волокна;
Total
thermal displacement - суммарная термическая деформация.
В отличие
от других расчетных систем [3], в которых под "остаточными напряжениями"
понимаются напряжения отливки в форме перед ее раскрытием (до того, как
проводят процессы линейной усадки и коробления),
в Moldex3D рассчитываются
"настоящие" остаточные напряжения отливки, т.е. напряженное состояние
после ее извлечения из формы, процессов линейной усадки коробления).
Остаточные напряжения в Moldex3D в соответствии с традициями
технологической литературы подразделяются на термические напряжения
(Thermal residual stress) и напряжения, вызванные течением (Flow-induced
residual
stress).
Thermal
stress Von-Mises - термические напряжения Мизеса.
Основные
результаты расчета остаточных напряжений, вызванных течением:
Maximum principal stress total - максимальное суммарное главное
напряжение;
Как отмечалось выше, английские аббревиатуры не переводились, это
касается, в частности, сокращенных названий для моментов времени, к
которым относятся те или другие результаты:
EOF
- end
of
filling (момент окончания расчета заполнения),
EOP - end of packing (момент окончания расчета уплотнения),
EOC -
end
of
cooling (момент окончания расчета охлаждения).
Модель материала
Отметим, что использование термина "вязкость" вместо "эффективной
вязкости" применительно к неньтоновским жидкостям хотя и является
отклонением от традиций отечественной реологической литературы, является
допустимым (см., например, [4]).
Giesekus
model - модель Гиезекуса (Giesekus);
Дальнейшая работа над переводом
Детальная проверка функционирования такого огромного по масштабу
решаемых задач программного продукта, как Moldex3D, потребует некоторого
времени, но уже сейчас очевидна необходимость доработок, которые будут
сделаны при выходе следующих обновлений.
1. Кузьмин М. Перевод пользовательского
интерфейса. 2007.
http://ipmisa.narod.ru/ui.htm
|
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||