| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Глобальные изменения рынка компьютерного анализа |
Следующая
публикация: Спаи |
|
|
|
Барвинский И. А., Барвинская Полимерные материалы. 2009. № 8. С. 14-21. Нарушение
устойчивого течения расплава при
заполнении им оформляющей полости
литьевой формы оказывает негативное
влияние на внешний вид и
эксплуатационные характеристики
литьевых изделий из термопластичных
полимерных материалов (в дальнейшем –
ПМ). Последствиями неустойчивого
заполнения являются различимая
визуально неоднородность поверхности
изделия с границами раздела между
частями потока и другими дефектами, а
также неоднородность его структуры.
Возникновение неустойчивости течения
обусловлено особенностями
реологического поведения ПМ,
конструкцией изделия и литниковой
системы, а также технологическим
режимом литья. Известно много видов
неустойчивого течения полимерных
расплавов, однако в настоящее время
только некоторые из них связывают с
проблемами, возникающими при литье ПМ
под давлением. 1. Неустойчивое
течение в области впуска |
|
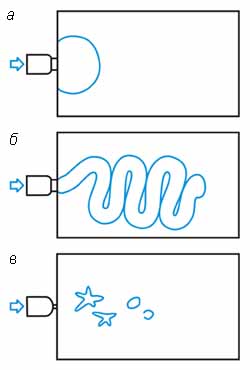
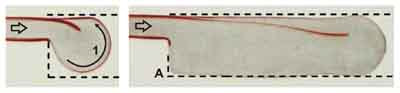
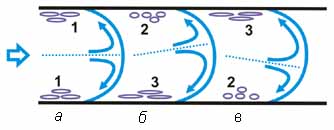
Рис. 1. Характерные последствия (следы) неустойчивого течения расплава (показаны голубым цветом; стрелкой указано направление впрыска): а - область с повышенной мутностью или уменьшенным блеском; б - струйное заполнение; в - следы капель, образовавшихся при разрушении струи (вид в плане на тонкостенную прямоугольную отливку) |
|
|
|
|
|
Подобные проблемы
возникают при литье изделий из ПМ всех
типов, но особенно они характерны для ПК,
АБС-пластика, гомополимера и
сополимеров формальдегида, тогда как
для ненаполненных ПП, ПЭНП, ПЭВП, ПА 6, ПА
66 и ПБТ они наблюдаются значительно реже.
В большинстве случаев повышение
содержания наполнителя в ПМ увеличивает
вероятность появления неустойчивого
течения. Аналогичным образом действует
и повышение доли каучуковой фазы в АБС-пластике. |
|
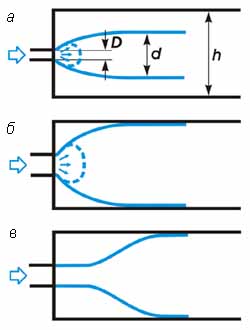
Рис. 2. Схема разбухания струи на входе в оформляющую полость при диаметре d струи меньшем толщины h полости (а) и равном толщине (б, в), без «запаздывания» (а, б) и с «запаздыванием» (в) разбухания (D – диаметр или толщина впускного литника), на основе [3] |
|
|
|
Однако
практическое использование этого
критерия при прогнозировании струйного
течения проблематично, так как
зависимость коэффициента разбухания B (по определению равен
отношению диаметра струи к
диаметру впускного литникового канала:
В = d / D) конкретного ПМ от температуры
расплава, скорости сдвига, геометрии
каналов и прочих условий процесса имеет
сложный характер, особенно для
неизотермического течения. При высокой
скорости течения разбухание начинается
не сразу после выхода струи из капилляра,
а на некотором расстоянии от него (так
называемое «запаздывание» разбухания –
см. рис. 2, в), причем это расстояние
увеличивается при повышении скорости
течения расплава. |
|
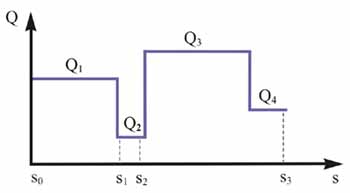
Рис. 3. Характерный профиль объемной скорости впрыска Q с четырьмя ступенями (Q1 - Q4) в зависимости от положения s шнека: s0 – начало впрыска; s1 – прохождение фронтом расплава входа во впускной литниковый канал; s2 – прохождение фронтом расплава входа в полость; s3 – переключение на режим управления давлением (на основе [7]) |
|
|
|
Попытка
управления профилем скорости впрыска
может не привести к желаемому
результату, если в формах, имеющих
несколько впусков в полость, а также в
многогнездных формах расплав подходит к
впускным литниковым каналам не
одновременно. В этом случае могут помочь
литниковые системы в виде расположенных
близко друг к другу двойных или даже
четверных впускных литниковых каналов,
позволяющие снизить скорость течения
расплава на входе в оформляющую полость,
так как расплав в этом случае входит в
полость несколькими потоками. Однако
при этом следует учитывать и опасность
образования спаев при встрече отдельных
потоков. 2. Неустойчивое
фонтанное течение |
|
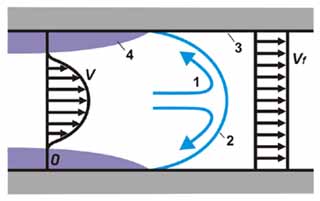
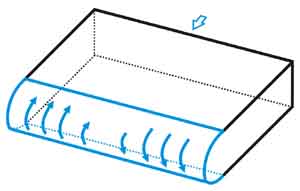
Рис. 4. Схема фонтанного течения 1 у фронта потока 2 при отсутствии скольжения расплава по стенке формы 3. 4 – застывший слой ПМ; V – профиль линейной скорости течения расплава в области сдвигового течения; Vf – профиль линейной скорости движения фронта расплава |
|
|
|
Исследования,
проведенные в последние годы,
показывают, что идеальная картина
фонтанного течения на всем протяжении
литьевой полости является скорее
исключением, чем правилом. Множество
факторов, действующих в условиях
реального процесса литья под давлением,
вызывают искажение «правильного»
характера течения расплава на фронте
потока. К таким факторам можно отнести,
например, несимметричные условия
охлаждения литьевой полости, которые
приводят к появлению большой разницы
температур пуансона и матрицы, а также
различия в свойствах оформляющих
поверхностей, возникающих вследствие
применения различных методов
механообработки формообразующих
деталей, оформляющих лицевые и
нелицевые поверхности изделия. |
|
Рис. 5. Форма потока расплава прозрачного ПС с добавлением ПС красного цвета на предыдущей (а) и последующей (б) стадиях течения в полости с перепадом толщины с 2 до 5 мм (фото: [6]) 1 – предполагаемое направление течения расплава на фронте потока (другие пояснения – в тексте статьи) |
|
|
| В работе [9] обнаружили несимметричность «рисунков» на противоположных стенках пластины из стеклонаполненных ПП или ПС, полученной на машине для двухцветного литья при добавлении окрашенного ПМ в неокрашенный основной материал. По мнению авторов этой работы, подобная несимметричность может быть объяснена, если предположить существование картины течения на фронте расплава, показанной на рис. 6. |
|
Рис. 6. Предполагаемая схема одного из вариантов неустойчивого течения расплава на фронте потока расплава [9] |
|
|
|
Рассмотренные виды
неустойчивости течения на фронте
расплава могут приводить к нарушению
структурной однородности изделия и
появлению локальных дефектов на его
поверхности в виде следов течения и
изменения блеска. |
|
Рис. 7. Поверхностный дефект типа «тигровые полосы», вызванный неустойчивым заполнением формы [10] |
|
|
|
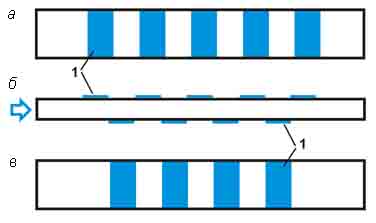
Рис. 8. Схема расположения зон 1 с уменьшенным блеском, создающих эффект «тигровых полос» на поверхности изделия при виде сверху (а), спереди (б) и снизу (в) (на основе [2]): стрелка указывает направление впрыска |
|
|
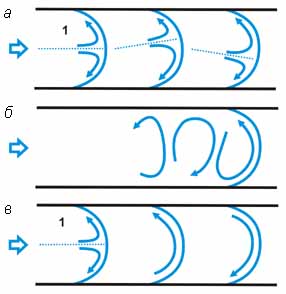
| Теоретические и экспериментальные исследования причин появления дефекта типа «тигровые полосы» подтверждают предположение, что этот дефект возникает вследствие неустойчивости фонтанного течения, которая в определенных условиях может приобретать автоколебательный характер. Было предложено несколько моделей периодического неустойчивого течения на фронте потока (рис. 9) [2, 11], однако механизм его возникновения до сих пор остается предметом дискуссий. В числе возможных причин автоколебательного процесса называют периодическое скольжение расплава по стенке и другие явления, связанные с особенностями вязкоупругого поведения расплава ПМ. |
|
Рис. 9. Предполагаемые схемы течения частиц расплава вблизи фронта потока при образовании дефекта типа «тигровые полосы»: 1 – зона устойчивого течения; застывший пристенный слой не показан [2, 11] |
|
|
|
Интересно, что
изменение блеска «тигровых полос» может
происходить по различным причинам в
зависимости от типа ПМ. Так в смесях ПК и
АБС оно вызвано различным содержанием
компонентов в поверхностном слое
изделия: в областях большего блеска
присутствует больше ПК, тогда как зона
меньшего блеска характеризуется
повышенным содержанием АБС [12]. Известно,
что блеск литьевых изделий из
полимерных смесей и блок-сополимеров,
содержащих каучуковую фазу, уменьшается
при повышенном содержании каучука и
снижении ориентации частиц каучука
вблизи поверхности изделия. Изменение
состава смеси в поверхностном слое
отливки можно объяснить фазовым
разделением при течении расплава ПМ.
Подобные процессы могут оказывать
большое влияние на показатели качества
литьевых изделий из смесей полимеров и
блок-сополимеров. |
|
Рис. 10. Предполагаемая схема формирования зон с неориентированными частицами каучука в поверхностном слое и пониженным блеском 2 в изделии из ПП+ЭПК с дефектом типа «тигровые полосы»: 1, 3 – области с высокой ориентацией частиц каучука при устойчивом (а) и неустойчивом (б и в) фонтанном течении. Застывший пристенный слой не показан (на основе [9]) |
|
|
|
Дефект «тигровые полосы» обусловлен
реологическим поведением расплава ПМ и
обычно проявляется в широком диапазоне
значений скорости впрыска, температуры
расплава и формы и других условий литья,
поэтому его сложно устранить путем
изменения технологического режима.
Разработаны материалы на основе ПП (например,
композиции ПП с непрерывной каучуковой
фазой), для изделий из которых данный
дефект не наблюдается.
3. Неустойчивое
течение, вызванное охлаждением фронта
потока Еще один вид
своеобразной неустойчивости течения
возникает в условиях охлаждения
расплава на фронте потока при
недостаточно высокой скорости впрыска и
является причиной появления на
поверхности отлитого изделия
регулярной системы мелких «канавок» -
так называемой «волнистой поверхности»
(wave marks, ripples)
или «грампластинки» (record
grooves). |
|
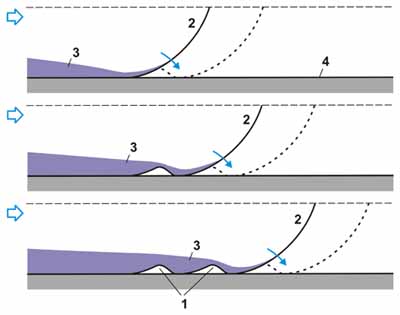
Рис. 11. Предполагаемая схема этапов (в направлении сверху вниз) формирования застывшего пристенного слоя 3 и канавок 1 (для поверхностного дефекта типа «грампластинка») при движении фронта потока 2 вблизи стенки формы 4. Показана часть полости по толщине. Фонтанное течение не показано (на основе [14]). |
|
|
|
Детальный механизм
формирования «канавок» остается в
настоящее время предметом дискуссий. Из-за
несимметричности условий охлаждения
полости, характерной для процесса литья
под давлением, канавки обычно возникают
только у одной (более холодной) стенки
литьевой полости. Литература 1. Oda K., White J. L.,
Clark E. S. Jetting phenomena in injection mold filling
// Polym. Eng. Sci. – 1976, V. 16. – P. 585 – 592. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||