| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Неустойчивое заполнение |
Следующая
публикация: Повышение качества спаев |
|
Проблемы
литья под давлением изделий из ПМ: спаи |
|
И.А. Барвинский, И.Е.
Барвинская Полимерные
материалы. 2009.
№ 7. С. 25-33. Спаи
являются характерным признаком многих
изделий из термопластичных полимерных
материалов (в дальнейшем – ПМ),
изготавливаемых литьем под давлением, и
в большей или меньшей степени служат
причиной ухудшения внешнего вида
изделий, их размерной точности,
кратковременных и долговременных
механических свойств, а также
нежелательного изменения их
теплофизических, электрических и других
характеристик. Тем не менее, во многих
случаях не удается избежать появления
спаев в литьевых изделиях из ПМ. Однако
более глубокое знание механизма и
закономерностей образования спаев,
влияния на их свойства технологических
параметров литья, конструкции изделия и
литьевой формы, а также других факторов
помогает свести к минимуму негативное
влияние спаев на качество литьевых
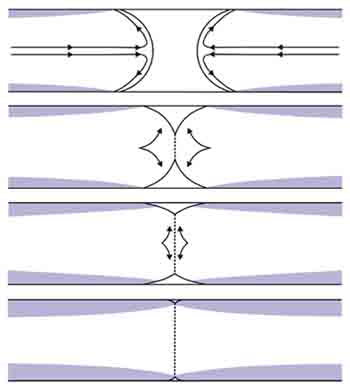
изделий из ПМ. 1. Образование спая Под спаем понимают
область в объеме литьевого изделия,
соответствующую месту встречи потоков
расплава ПМ при заполнении им литьевой
формы. Традиционно рассматривают два
типа спаев: спай «в касание» (melt line, meld
line, streaming weld
line) или, иначе,
горячий спай (hot
weld) и спай «встык» (weld line,
butt weld) или холодный спай (cold weld).
В обширной литературе, посвященной этим
вопросам, применялись различные
критерии определения типов спаев. |
|
Рис.1. Схема (вид в сечении полости) последовательного (сверху вниз) образования спая [4] (стрелками показаны направления течения частиц расплава) |
|
|
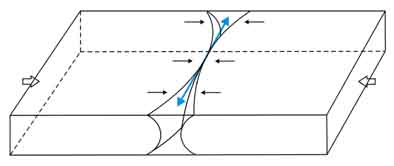
| В
реальном процессе образования спаев при
встречном движении фронтов расплава
реализуется более сложная картина
движения расплава, и, наряду с фонтанным
течением, происходит течение расплава
вдоль спая (рис. 2). Причина этого явления
– искривление фронтов расплава, которое
связано с характером растекания
расплава в полости и наблюдается
практически во всех случаях. Изменение
направления течения после начала
образования спая происходит в локальной
области за очень короткий промежуток
времени. В такое течение вовлечены
только области расплава,
непосредственно примыкающие к спаю. По
мере сближения периферийных участков
фронтов в течение вдоль спая
вовлекаются новые объемы расплава.
Вблизи области начального контакта
фронтов при достаточно большой длине
спая (в случае, например, тонкостенных
изделий с большой площадью поверхности)
может возникать «мертвая» зона, в
которой течение прекращается до
окончания формирования периферийных
участков спая и происходит быстрый рост
толщины застывших пристенных слоев.
Длина «мертвой» зоны вдоль спая зависит
от формы фронтов расплава, которая в
свою очередь связана с геометрией
изделия, положением впусков и другими
факторами. Таким образом, температурные
условия и условия течения на различных
участках спая неодинаковы, что служит
причиной неоднородности структуры и
свойств спая по его длине. |
|
Рис. 2. Схема движения расплава при образовании спая (стрелками показаны направления течения расплава) [на основе работы: Nguyen-Chung T. Flow analysis of the weld line formation during injection mold filling of thermoplastics // Rheol. Acta. – 2004, V. 43. – P. 240 – 245] |
|
|
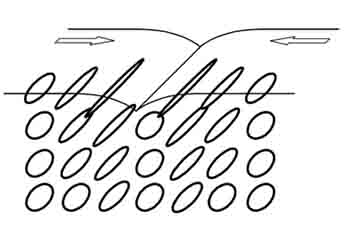
| Ориентация полимера вдоль спая при встречном движении потоков экспериментально подтверждается различными методами, в частности, с помощью лазерной рамановской спектроскопии (рис. 3). В готовой отливке сохраняется высокая ориентация поверхностных слоев вследствие их почти мгновенного застывания, тогда как во внутренних слоях происходит релаксация ориентационных напряжений. |
|
Рис. 3. Схема ориентации макромолекул в области спая, построенная на основе результатов лазерной рамановской спектроскопии образца поликарбоната в форме лопатки (стрелками показаны направления движения фронтов расплава) [Yamada K., Tomari K. Evaluation of molecular orientation of weldline region in polycarbonate by laser Raman spectroscopy // 65 th SPE ANTEC Tech. Papers. – 2007. – P. 600 – 604] |
|
|
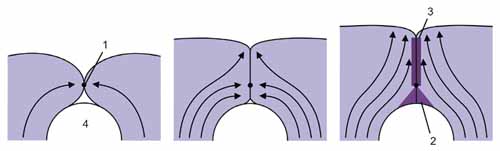
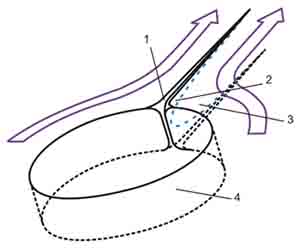
| Похожий механизм реализуется и при образовании спая после знака (рис. 4 и 5), непосредственно за которым возникает «мертвая» зона, где течение быстро прекращается. Длина этой зоны вдоль спая зависит от формы и размеров знака и увеличивается при увеличении диаметра знака с круглым сечением или ширины знака с прямоугольным сечением. Вне этой зоны происходит течение расплава вдоль спая, причем «рост» поверхности контакта потоков происходит, судя по данным работы [5], по механизму фонтанного течения, так как слои расплава, контактирующие с оформляющими поверхностями формообразующих деталей (ФОД) остаются неподвижными. |
|
Рис. 4. Схема последовательного (в
направлении слева направо) образование
спая после знака 4 [Yamada K.
Fracture behavor of
weldline
in polystyrene injection
moldings
/ K. Yamada,
K. Tomari,
T. Harada,
e. a.
// 60th SPE ANTEC
Tech. Papers. - 2002.]: 1 –
точка начального контакта потоков; 2
– «мертвая» зона; 3 – зона течения вдоль
спая |
|
|
|
Рис. 5. Схема образования спая после знака 4 [10]: 1 – поверхностная канавка; 2 и 3 – соответственно области плохой и хорошей связанности потоков (показаны стрелками) |
|
|
|
После застывания
приповерхностных слоев полимера,
прилегающих к спаю, внутренняя область
спая все еще сохраняет подвижность, и ее
пространственная конфигурация
определяется градиентом давления в
литьевой полости, который зависит от
сбалансированности заполнения. При
незначительной несбалансированности
заполнения происходит очень быстрое (почти
мгновенное) нарастание давления в той
области изделия, которая заполняется в
первую очередь, что приводит к
искривлению поверхности контакта
потоков. |
|
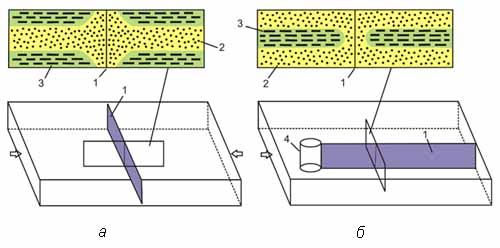
Рис. 6. Схема
ориентации стеклянных волокон в области
спая 1 в
направлении, продольном (а)
и поперечном (б) к
направлению течения потоков расплава ПМ
(места впуска показаны стрелками) [Roth S., Kuehnert I., Mennig G. Fiber orientation in weldline areas – Investigation of an air intake manifold // 61st SPE ANTEC Tech. Papers. –
2003. – P. 730 – 735]: 2 –
ориентация волокон параллельно спаю; 3
– ориентация волокон перпендикулярно
спаю; 4 – знак |
|
|
|
Свойства спая
чувствительны к ориентационным
эффектам дисперсных наполнителей и
пигментов в форме чешуек и коротких
волокон [6]. Кроме того, на формирование
спая негативное влияние может оказывать
воздух, присутствующий в полости формы.
В некоторых случаях сильное повышение
температуры воздуха при сжатии под
действием потоков расплава приводит к
появлению подгаров в области спая. Во
избежание подобных эффектов
рекомендуется делать вентиляционные
каналы в местах образования спаев.
Вакуумирование полости перед впрыском
создает хорошие условия для
формирования спая, но данная технология
имеет ограниченное применение из-за
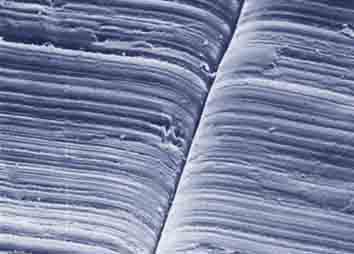
повышенной стоимости ее оснащения. При формировании спая на поверхности изделия обычно остается след в виде V-образной канавки – «линии спая» (рис. 7). Визуальное восприятие спая зависит от глубины и ширины этой канавки, а также от оптических свойств поверхности литьевого изделия, которые во многом определяются шероховатостью оформляющей поверхности ФОД литьевой формы, типом и составом ПМ. Так, например, при одинаковой глубине канавки у изделия из одного материала спай может быть четким, а из другого – малозаметным. Текстура поверхности изделия оказывает большое влияние на внешний вид спая: наиболее четко выделяются спаи на глянцевой поверхности изделия. |
|
Рис. 7. Внешний вид поверхностной канавки в области спая на литьевом образце из ПА 6 (снимок получен с помощью сканирующего электронного микроскопа) [Titomanlio G., Piccarolo S., Rallis A. Knit lines structure in injection molding of nylon 6: Relation to first solidified sample cross section // Polym. Eng. Sci. – 1989, V. 29. – P. 209 – 213] |
|
|
|
Поверхностная
канавка спая, образованного после знака,
имеет наибольшую глубину вблизи знака.
По мере удаления от него глубина канавки
уменьшается (см. рис. 5). Поверхностная
канавка возникает как обычный недолив,
вызванный большим сопротивлением
течению расплава, в то время как
давление расплава на фронте потоков при
нормальных условиях заполнения близко к
нулевому. Начальная геометрия канавки
определяется формой фронтов расплава,
образующих спай. Дальнейшее изменение
геометрии канавки во времени связано с
деформированием застывшего
поверхностного слоя полимера под
действием давления расплава. При
снижении скорости охлаждения
уменьшается и скорость роста застывшего
поверхностного слоя, он легче
деформируется, уменьшая при этом
глубину канавки. Изменение давления в
области спая в ходе заполнения формы
расплавом зависит от положения впуска и
разницы времен заполнения областей
изделия или, как говорят,
несбалансированности заполнения.
Быстрый рост давления наблюдается в
наиболее удаленной от впуска части
полости после того, как туда приходит
расплав, в то время как вблизи впуска
давление растет гораздо медленнее.
Поэтому в конце потоков (при
сравнительно небольшой длине затекания)
могут создаваться более благоприятные
условия для формирования спая, чем
вблизи впуска. Таким образом, факторы,
способствующие снижению скорости
охлаждения поверхностного слоя
полимера и повышению давления в области
спая, улучшают его внешний вид. Обычно спай
является самым слабым местом литьевого
изделия, что проявляется при различных
механических испытаниях. Рассмотрим
влияние спая на прочностные свойства
отливок при растяжении. Прочность спая
обычно характеризуют его относительной
прочностью, которая представляет собой
отношение прочности (или предела
текучести) образца со спаем к прочности (или
пределу текучести) образца без спая,
выраженное в долях или процентах.
Прочность спаев при растяжении изучают
на образцах в виде лопаток, которые
отливают в специальных формах
соответственно с двумя или одним
впуском или вырубают из реальных
изделий. Вырубленные образцы позволяют
учесть влияние геометрии изделия и
расположения мест впуска, а также
ориентационные эффекты. |
|
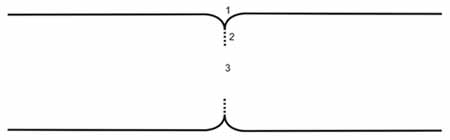
Рис. 8. Схема внутренней части спая [7]: 1 – поверхностная канавка; 2 и 3 – области плохой и хорошей связанности потоков соответственно |
|
|
|
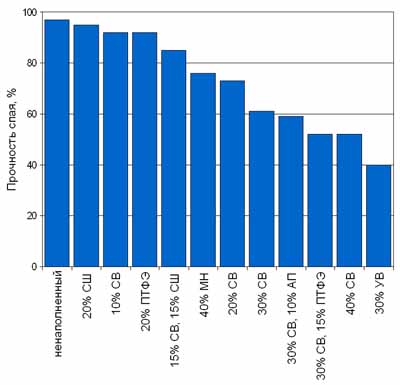
Литературные
данные указывают на большой разброс
прочности спая практически для всех
типов ПМ. Как правило, высокая прочность
спаев (до 95 – 100 %) достигается у
ненаполненных ПМ, кристаллизующихся в
условиях литья под давлением:
изотактического ПП, ПБТ, ПА 6 и ПА 66,
полиформальдегида. Крайне низкой
прочностью спаев (15 – 20 %) обладают
термотропные жидкокристаллические
полиэфиры, что объясняют очень
медленными процессами диффузии в
расплаве этих жесткоцепных полимеров. |
|
Рис. 9. Прочность спая в образцах из ПА 66 с различными наполнителями и их массовым содержанием [8]: СШ – стеклянные шарики; СВ – стекловолокно; МН – минеральный наполнитель; АП – антипирен; ПТФЭ – политетрафторэтилен; УВ – углеродное волокно |
|
|
| Прочность
спаев стала важной характеристикой ПМ,
которая в настоящее время обязательно
учитывается при создании новых
полимеров и композиций. Характер
влияния технологического режима литья и
конструктивных особенностей изделия на
прочность спаев зависит от многих
факторов и не укладывается в простые
схемы. Многие считают, что прочность
спаев «в касание» выше, чем у спаев «встык».
Однако, по данным экспериментальных
исследований, в большинстве случаев
различия между прочностью данных типов
спаев незначительны [8], что объясняется,
очевидно, сравнительно небольшими
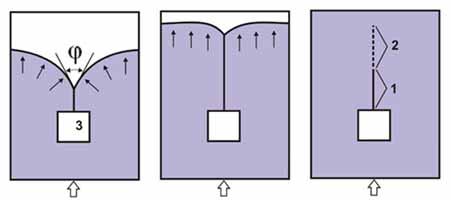
отличиями условий их формирования. Имеется множество примеров повышения прочности спая при увеличении толщины изделия, хотя, например, в работе [9] наблюдалось снижение абсолютной и относительной прочности спая для непластифицированного ПВХ при увеличении толщины детали от 2,5 до 4 мм. Известно, что прочность спая, образованного после знака, наиболее низкая в «мертвой» зоне и повышается по мере удаления от знака. В большинстве случаев повышение температуры расплава приводит к упрочнению спая, что можно объяснить, очевидно, увеличением подвижности макромолекул и времени нахождения полимера в вязкотекучем состоянии, что в целом способствует более глубокой диффузии макромолекул. Однако, для тонкостенных изделий в определенном температурном диапазоне может наблюдаться и понижение прочности спая с увеличением температуры расплава, что можно объяснить негативным влиянием повышенной молекулярной ориентации в области спая. Значение скорости впрыска неоднозначно: в некоторых случаях она оказывает очень сильное влияние на прочность спая, в других – практически не влияет, что можно объяснить действием двух конкурирующих факторов. С одной стороны, увеличение скорости впрыска способствует повышению уровня диссипативного тепловыделения в расплаве, что увеличивает температуру полимера в области спая и ведет к его упрочнению. С другой стороны, повышение скорости впрыска сопровождается увеличением молекулярной ориентации полимера, что может быть причиной снижения прочности спая. Характер изменения прочности спая при изменении давления в зоне спая также может быть различным. Например, у аморфных ПМ в некоторых случаях при увеличении давления выдержки прочность спая повышается, а в других – практически не изменяется. Есть примеры, когда прочность спая отливки из полистирола общего назначения в процессе ее охлаждения без выдержки под давлением оказывается большей, чем в нормальном процессе с выдержкой под давлением. В целом это, как и в случае скорости впрыска, также можно объяснить конкуренцией нескольких факторов. Так, при повышении давления уменьшается свободный объем полимера, что снижает подвижность сегментов макромолекул и, очевидно, затрудняет процесс диффузии. Кроме того, с увеличением давления должно увеличиваться время релаксации, что в условиях сравнительно быстрого охлаждения отливки повышает остаточную ориентацию полимера в области спая. С другой стороны, повышение давления до определенного уровня способствует большей плотности и меньшей усадке отливки, включая и зону спая, что должно благоприятно сказываться на его прочности. Для кристаллизующихся термопластов во многих случаях важнейшим фактором, определяющим прочность спая, является температура формующей поверхности ФОД. Повышение температуры формы приводит к снижению скорости охлаждения полимера, что, очевидно, способствует диффузии макромолекул и снижает влияние молекулярной ориентации. Поверхностная канавка уменьшает прочность спая, действуя в качестве концентратора напряжений, что проявляется больше всего для хрупких аморфных материалов, таких как полистирол общего назначения и сополимер стирола и акрилонитрила. Поэтому механическое удаление канавки при фрезеровании или полировке поверхности литьевого изделия ведет к повышению прочности спая [10]. 3. Прогнозирование положения и свойств спая Прогнозирование положения спаев в изделиях со сложной геометрией стало возможным благодаря развитию численных методов моделирования процесса литья. Широкое распространение получили программные продукты на основе так называемой модели Хеле-Шоу, в которой рассматривается двухмерное течение расплава термопластов. В качестве критерия образования спаев различного типа используется угол j схождения потоков: предполагается, что при значении j < 135° возникает спай «встык», а при j > 135° – спай «в касание» (рис. 10). Считается, что при малых углах схождения реализуются наихудшие условия образования спая. Однако данный подход позволяет оценить спай только на качественном уровне. Длина видимой части спая может быть примерно определена по углу схождения потоков: экспериментальные данные свидетельствуют, что в нормальных условиях процесса поверхностная канавка заканчивается, когда угол схождения составляет около 120 – 150° [2, 7]. |
|
Рис. 10. Схема этапов образования (в направлении слева направо) за знаком 3 спаев «встык» (1) и «в касание» (2) и прогнозирования их положения по углу j схождения потоков [2] |
|
|
|
Разработка методов
моделирования трехмерного течения
расплава при литье термопластов создает
принципиально новые возможности для
прогнозирования течения на фронте
потока, положения и свойств спаев.
Компьютерные программы для трехмерного
моделирования позволяют более точно
учесть влияние эффектов, связанных с
охлаждением расплава и диссипацией
тепла в расплаве вблизи знаков и кромок,
определить положение линий спая на
поверхности сложных по геометрии
толстостенных изделий. В таких изделиях
может происходить запирание воздуха на
поверхности контакта потоков расплава.
Моделирование трехмерного течения и
принятые на этой основе решения
позволяют предотвратить это
нежелательное явление.
1. Кузнецов В.В. "Спаи" при литье
под давлением изделий из термопластов /
В.В. Кузнецов, Н.Б. Ушакова, Т.П.
Половинкина, В.Г. Паничев. - М.:
НИИТЭХим, 1991. - 19 с. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||