| Карта сайта |
|
|
|
|
 |
 |
 |
 |
 |
 |
| Предыдущая публикация: Управление температурой в литниковых каналах |
Следующая
публикация: "Следы течения" |
|
Проблемы
литья под давлением изделий из ПМ:
недолив
|
|
Барвинский И.А., Барвинская
Полимерные материалы. 2011. № 1. С. 42-46; № 2.
С. 32-35. Неполное
оформление изделия (short shot) или, иначе,
недолив является одним из
распространенных дефектов изделий из
термопластичных полимерных материалов
(ПМ), изготавливаемых литьем под
давлением. Недолив проявляется при
заполнении литьевой формы, но он может
быть вызван процессами, происходящими
в форме или литьевой машине и
связанными с заданным технологическим
режимом, конструкцией литьевого
изделия и формы, состоянием литьевой
машины, а также со свойствами ПМ. Для
выбора наиболее эффективного и
экономически обоснованного метода
решения проблемы недолива необходимо
учитывать механизм его возникновения. Недолив появляется
в процессе заполнения литьевой формы
вследствие локального охлаждения
расплава ПМ на фронте или в глубине
потока до температуры, при которой
расплав теряет текучесть. Температура
расплава ПМ при впрыске и последующей
подпитке в значительной степени
зависит от диссипативного
тепловыделения в расплаве при
сдвиговом течении и адиабатическом
сжатии (при расширении расплав
охлаждается).
где
Таким образом,
скорость течения является одним из
важнейших факторов, влияющих на
температуру расплава в литниковых
каналах и полости формы на стадии
впрыска, и повышение скорости течения
позволяет скомпенсировать в
достаточно широких пределах
негативное влияние низкой температуры
расплава (например, на входе в
литниковую систему) и формы. |
|
|
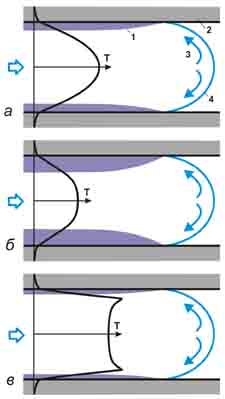
| Рис. 1. Схема течения расплава ПМ с образованием застывшего пристенного слоя 1 и распределение температуры T в ПМ по толщине полости и в поверхностном слое формы 2 при средней (а), низкой (б) и высокой (в) скоростях впрыска для симметричных условий охлаждения (3 – фонтанное течение у фронта потока 4) |
|
Понятие средней
скорости течения применимо только к
определенным условиям технологического
процесса (локальной толщине потока,
температуре расплава и формы и прочее), и
их изменение приводит к нарушению
теплового баланса системы. Так,
уменьшение температуры формы повышает
скорость отвода тепла от
формообразующей поверхности, и для
предупреждения нежелательного
остывания расплава в канале скорость
течения должна быть увеличена. |
|
|
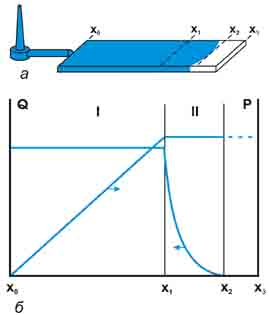
| Рис. 2. Схема образования недолива в оформляющей полости формы (а) и характерное изменение объемной скорости течения расплава Q и давления P на входе в полость (б) при движении потока в полости формы для режима постоянной скорости впрыска (участок I) и постоянного давления (участок II): х0 – координата начала полости; x1 – положение фронта потока при переключении на режим управления давлением; x2 – положение фронта потока при его остановке с образованием недолива; x3 – конец полости (построено на основе [1]) |
|
|
| При возникновении недолива
данного типа длина затекания расплава в
полости состоит из двух участков,
соответствующих течению в режимах
управления скоростью впрыска (участок I
на рис. 2) и управления давлением (участок II
на рис. 2). Аналогичный механизм
появления недолива реализуется при
преждевременном переключении с режима
впрыска на режим управления давлением.
Согласно данным, представленным в
монографии [1], для одинакового
давления впрыска длина участка I
уменьшается при повышении скорости
впрыска или имеет вид функции с
максимумом, тогда как длина участка II
увеличивается при повышении скорости
впрыска. Тем не менее, суммарная длина
участков I и II возрастает с повышением
скорости впрыска. Проблема ограниченного давления может быть решена при снижении потерь давления на участке заполнения в режиме управления объемной скоростью впрыска или при повышении давления впрыска, например, за счет использования литьевой машины с более высоким максимальным давлением. Потери давления можно уменьшить, применяя литниковые каналы большего сечения, увеличивая толщину полости, уменьшая длину литниковых каналов или длину затекания в полости (при увеличении числа впусков), а также используя ПМ с меньшей вязкостью. Уменьшение разницы температур между расплавом и формообразующей поверхностью, которое происходит при повышении температуры формы, также способствует снижению потерь давления, но вызывает нежелательное увеличение времени охлаждения. Влияние температуры расплава рассмотрено в разд. 3 данной статьи. Потери давления при течении расплава ПМ в каналах могут быть разделены на две составляющие, первая из которых пропорциональна длине канала. Вторая составляющая, связанная с проявлением упругих свойств (эластичности) расплава, зависит от изменения размеров сечения, искривлений, поворотов и разветвлений каналов. Большой вклад в общие потери давления при литье ПМ могут вносить потери давления в конвергентных каналах (с уменьшающимся сечением), к которым можно отнести, например, сопло литьевой машины, вторичные разводящие литниковые каналы конусной формы и переходы от разводящих литниковых каналов к впускным. Необходимо учитывать, что максимальные скорости впрыска и давление, реализуемые на литьевой машине, при ее эксплуатации постепенно снижаются в результате износа. Фактическое состояние узла впрыска литьевой машины можно оценить в том числе по инжекционной характеристике – зависимости максимальной объемной скорости впрыска Q от давления P, измеренного на выходе из сопла литьевой машины (примеры инжекционных характеристик реальных машин представлены на рис. 3) [2]. |
|
|
|
|
| Рис. 3. Примеры аппроксимированных прямыми зависимостей максимальной объемной скорости впрыска Q от давления P на выходе из сопла (инжекционных характеристик) литьевых машин 1–3 с различными сроками эксплуатации и паспортными характеристиками: 1 – 150/1320 (1); 2 – 110/1145; 3 – 53/1320 (числитель – максимальная скорость впрыска в см3/c; знаменатель – максимальное давление в кгс/см2) [2] |
|
|
|
Высокий уровень
диссипации тепла в процессе течения
расплава способствует снижению толщины
застывшего пристенного слоя на участках
малой толщины при адекватной скорости
впрыска, что позволяет заполнить форму
даже с использованием очень тонких
литниковых каналов, если общие потери
давления расплава остаются в приемлемом
диапазоне. |
|
|
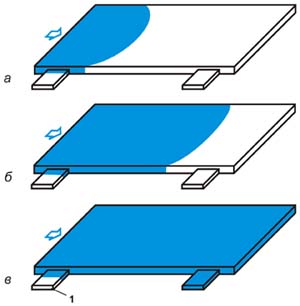
| Рис. 4. Схема последовательных (в направлении от а к в) стадий заполнения формы расплавом ПМ и недолив (1) на тонкостенном участке вблизи места впуска (указан стрелкой) |
|
|
| В случае применения скорости
впрыска, обеспечивающей тепловой баланс
и постоянство температуры фронта потока
расплава для тонкостенного участка, в
области основной толщины происходит
значительный разогрев расплава, что
создает неблагоприятные условия на
стадии уплотнения (из-за более
медленного охлаждения участков с
высокой температурой расплава),
вследствие которых появляются утяжины,
внутренние усадочные полости и другие
дефекты. Регулировка локальной скорости
впрыска предоставляет определенные
возможности для снижения негативного
влияния рассмотренных факторов на
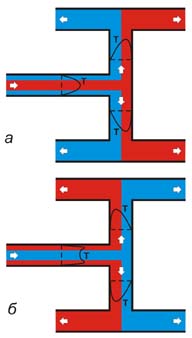
качество литьевого изделия. При оценке процесса литья необходимо учитывать влияние момента переключения на режим управления давлением и условия стадии управления давлением на процесс заполнения расплавом формы. Неадекватные условия после переключения на режим управления давлением (в частности, недостаточно высокое начальное давление выдержки) могут вызвать преждевременное охлаждение фронта потока расплава и, как следствие, недолив. «Задержка» может иметь место и в литниковых каналах многогнездных форм, а также форм с несколькими впусками в полость при использовании так называемых несбалансированных литниковых систем, когда фронт потока расплава неодновременно достигает тонких впускных литников. В многогнездных формах при несбалансированной литниковой системе вследствие «задержки» расплава недолив обычно наблюдается в ближайших от центрального литника гнездах. Еще один тип недолива связан с фактором распределения температуры расплава ПМ в направлении толщины канала в сочетании с особенностями геометрии литниковых каналов. В литниковых каналах, расположенных после «развилок», происходит изменение распределения температуры расплава по сечению канала, что вызывает значительное снижение максимальной и средней температуры расплава в некоторых каналах и может быть причиной недолива в части гнезд (рис. 5). При изменении скорости впрыска недолив может появляться в гнездах, которые при другой скорости впрыска были бы заполнены. Подобные проблемы более характерны для литниковых систем с близко расположенными последовательными «развилками», и увеличение расстояния между «развилками» в некоторых случаях способствует устранению недолива. Предложен ряд эффективных методов управления распределением температуры в каналах после «развилок» за счет изменения конструкции литниковой системы, позволяющих предотвратить недолив. В частности, проблема недолива данного типа может быть решена при использовании специальных конструкций «развилок», в которых происходит разделение потока расплава на два потока с последующим поворотом потоков на 90–180о относительно их осей и их соединением в новом потоке [3]. |
|
|
| Рис. 5. Влияние разветвлений литниковых каналов на характерное распределение температуры расплава T при средней (а) и высокой (б) скоростях впрыска: красным цветом закрашены более нагретые, синим – менее нагретые слои расплава; застывший пристенный слой не показан; стрелки указывают направление течения потока расплава (построено на основе [3]) |
|
|
|
Сопротивление
остающегося в полости формы воздуха
движению расплава ПМ из-за
неэффективной вентиляции формы –
одна из типичных причин недолива.
Недолив может возникать вследствие
запирания воздуха в процессе растекания
расплава ПМ, в том числе с образованием
так называемых «воздушных ловушек» (air
trap). Подобное поведение может быть
следствием конструктивных особенностей
литьевого изделия и формы. Например,
неравномерная толщина полости или ее
неравномерное охлаждение могут
приводить к ускоренному или, наоборот,
замедленному течению расплава на
участках литьевой полости и
возникновению «воздушных ловушек». 2. Влияние реологических
свойств ПМ на их формуемость Способность
расплава ПМ заполнить литьевую форму (формуемость)
определяется его реологическим
поведением, однако при выборе или замене
ПМ необходимо учитывать, что между
формуемостью и реологическими
характеристиками не всегда существует
хорошая корреляция, что связано с
различными условиями течения расплава
ПМ при реологических испытаниях и литье
под давлением. |
|
|
|
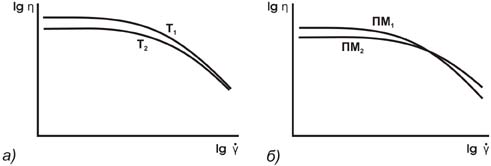
Рис.
6. Зависимость эффективной вязкости |
|
|
|
В технологической
практике широко применяется показатель
текучести расплава (ПТР), который
измеряют при установившемся течении
расплава через капилляр диаметром 2.095
±
0,005
или 1.180
±
0,005
мм (по ГОСТ 11645-73)
со значениями нагрузки и
температуры, определяемыми
используемым стандартом измерения и
техническими условиями на ПМ. Значение
ПТР соответствует одной точке на кривой
зависимости эффективной вязкости от
скорости сдвига и
в общем случае не характеризует
реологическое поведение ПМ во всем
диапазоне условий литья под давлением.
Поэтому даже марки ПМ с одинаковым ПТР,
принадлежащие к одному химическому типу
и выпускаемые одним изготовителем,
могут иметь различную длину затекания в
литьевой форме, а марки с большим ПТР –
меньшую длину затекания. Отсутствие
корреляции между ПТР и длиной затекания
разных марок ПМ характерно для случая
пересекающихся кривых зависимости
вязкости от скорости сдвига (см. рис. 6, б),
который может иметь место, например, при
изменении молекулярно-массового
распределения (ММР) ПМ.
где |
|
|
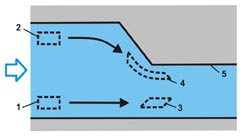
| Рис. 7. Схематичное представление деформаций сдвига (3) и сдвига в сочетании с растяжением (4) элементарных объемов расплава 1 и 2 при его течении в сходящемся канале (5 – стенка формы) [4] |
|
|
|
Эластические
свойства расплава в значительной
степени зависят от ММР: ПМ с более
широким ММР отличаются большей
эластичностью. При этом наибольший
вклад в повышение эластичности вносят
высокомолекулярные фракции, и их
присутствие даже в небольших
количествах приводит к резкому
увеличению эластичности расплава ПМ [5]. Недолив может быть связан с
проблемами, возникающими при подаче
гранулята ПМ из загрузочного бункера, а
также при подготовке дозы расплава в
материальном цилиндре литьевой машины
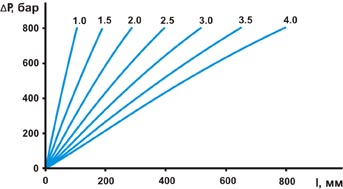
на стадии пластикации. Быстрая,
но достаточно грубая оценка
заполняемости формы и предупреждение
недолива, связанного с ограничением
давления, в технологической практике
нередко делается на основе отношения
общей длины затекания l к толщине
полости h. Согласно работе [7],
обычно форма легко заполняется при l
/ h < 100, при 100 |
|
|
|
Рис.
8. Расчетные зависимости потерь давления |
|
|
|
Для более точной
оценки длины затекания в полость формы
необходимо определить длины двух
участков, соответствующих течению
расплава в режиме управлению скоростью
и управления давлением (участки I и II
на рис. 2).
Эта формула также
может применяться для каналов с
постоянной площадью сечения, но
произвольной формы, если вместо r использовать так называемый
эквивалентный радиус, равный отношению
удвоенной площади поперечного сечения
канала к его периметру [9]. |
|
Литература 1. Калинчев Э. Л.,
Калинчева Е. И., Саковцева М. Б.
Оборудование для литья пластмасс под
давлением: Расчет и конструирование. –
М.: Машиностроение, 1985. – 256 с. |
|
|
Copyright
(C) Барвинский И.А., Барвинская И.Е., 2000-2021
Перепечатка
публикаций сайта допускается только с |
||